
Page 10 - Milling_Inserts_CZ-Frezovaci_desticky
P. 10
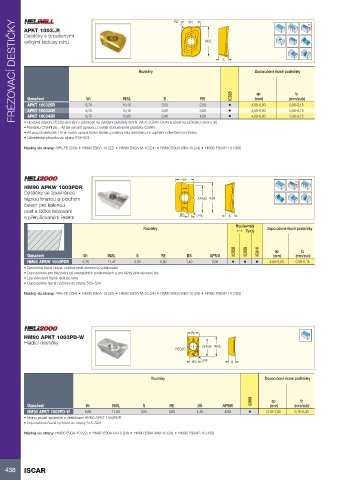
FRÉZOVACÍ DESTIČKY APKT 1003..R RE W1 Rd°
Destičky s broušenými INSL
velkými rádiusy rohu S Doporučené řezné podmínky
Rozměry
Označení W1 INSL S RE IC328 ap fz
(mm) (mm/zub)
APKT 100325R 6,70 10,10 3,50 2,50 • 4,00–8,00 0,08–0,15
APKT 100330R 6,70 10,10 3,50 3,00 • 4,00–8,00 0,08–0,15
APKT 100340R 6,75 10,65 3,40 4,00 • 4,00–8,00 0,08–0,15
• Hloubka zápichu (CDX) se mění v závislosti na vyložení planžety (WFN–WFX a OHN–OHX) a závisí na průměru otvoru (D)
• Planžetu CGHN 26...-M lze vyrobit úpravou z vnější oboustranné planžety CGHN
• Při použití destiček TIP je nutno upravit lůžko držáku podle profilu destiček pro zajištění odlehčení na hřbetu
• Uživatelská příručka viz strany 518–524
Nástroj viz strany: APK-FE (234) • HM90 E90A-10 (22) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (24) • HM90 F90AP-10 (193)
W1 Rd°
HM90 APKW 1003PDR 1
Destičky se zpevněnou
řeznou hranou a plochým APMX lNSL
čelem pro kalenou
ocel a těžké frézování 2BS RE S
s přerušovaným řezem
IC928 Houževnatý
Rozměry IC9081 Tvrdý Doporučené řezné podmínky
IC910
Označení W1 INSL S RE BS APMX ap fz
• (mm) (mm/zub)
HM90 APKW 1003PDR 6,76 11,47 3,50 0,80 1,40 8,00 • • 4,00–8,00 0,08–0,15
• Zpevněná řezná hrana, odolná proti zlomení a vyštipování
• Doporučeno pro frézování při nestabilních podmínkách a pro těžký přerušovaný řez
• Lze vybrousit různé rádiusy rohu
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: APK-FE (234) • HM90 E90A-10 (22) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (24) • HM90 F90AP-10 (193)
HM90 APKT 1003PD-W W1
Hladicí destičky
M90 APMX INSL
RE820 W
W
S
BS RE
Rozměry Doporučené řezné podmínky
Označení W1 INSL S RE BS APMX IC908 ap fz
(mm) (mm/zub)
•
HM90 APKT 1003PD-W 6,69 11,65 3,55 0,80 4,40 8,00 0,10–1,00 0,15–0,30
• Nutno použít společně s destičkami HM90 APKT 1003PDR
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HM90 E90A-10 (22) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (24) • HM90 F90AP-10 (193)
438 ISCAR