
Page 12 - Milling_Inserts_CZ-Frezovaci_desticky
P. 12
FRÉZOVACÍ DESTIČKY W1 W1
HM90 ADCT 1505 INSL APMX INSL Rd°
Destičky pro všeobecné APMX
použití se dvěma řeznými Doporučené řezné
hranami ve šroubovici BS RE BS RE S podmínky
pro 90° vysoce přesné
boční frézování Rozměry
Houževnatý 1 Tvrdý
Označení W1 INSL APMX S RE BS IC882 ap fz
2,16 IC330 (mm) (mm/zub)
2,16 IC830
1,37 IC380
0,79 IC808
0,52
HM90 ADCT 1505PDR-PL 9,65 16,18 12,00 5,85 0,80 • • 5,00–12,00 0,08–0,12
- • • 5,00–12,00 0,08–0,10
HM90 ADCT 150508R-T 9,65 16,18 12,00 5,85 0,80 - • 5,00–12,00 0,08–0,10
-
HM90 ADCT 150516R-T 9,65 16,18 12,00 5,85 1,60 4,10 • 5,00–12,00 0,08–0,10
HM90 ADCT 150520R-T 9,65 16,18 12,00 5,85 2,00 • 5,00–12,00 0,08–0,10
HM90 ADCT 150524R-T 9,65 16,18 12,00 5,85 2,40 • 5,00–12,00 0,08–0,10
HM90 ADCT 150532R-T 9,65 16,18 12,00 5,85 3,20 • 5,00–12,00 0,08–0,10
HM90 ADCT 150540R-T 9,65 16,18 12,00 5,85 4,00 • 5,00–12,00 0,08–0,10
HM90 ADCT 150550R-T 9,65 16,18 12,00 5,85 5,00 ••
0,80
HM90 ADCT 150508 PDTR 9,50 15,70 12,00 6,40 5,00–12,00 0,08–0,15
• Destičky s rádiusem rohu větším než 0,8 mm používejte na nástrojích ADK a SM pouze na čele nástroje
• Ekonomičtější destička viz ADKT 1505PDR-HM z řady ADKT 1505PDR
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: F90AD-SFR (204) • HM90 E90AD-15 (28) • HM90 E90AD-M-15 (29) • HM90 F90A-15 (203) • SM (244)
HM90 ADCT 150508 PDTR HM90 ADCT 1505..R-T HM90 ADCT 1505..PDR-PL
• Ostrá broušená řezná hrana se speciální úpravou • Pro obrábění titanu a super slitin • Pro optimální obrábění nerez oceli a vysokoteplotních
• Obvodově broušeno včetně dosedací plochy • Dobrá drsnost povrchu slitin
• Geometrie řezné hrany s nízkým axiálním úhlem • Plynulejší řez • Ostrá řezná hrana a pozitivní geometrie čela optimálně
• Široký hladicí břit s ostrou hranou pro velmi dobrou • Snižuje tvorbu otřepů hrany snižuje tvorbu nárůstku
drsnost povrchu • Snižuje vibrace a hluk • Hladicí břit poskytuje vynikající drsnost povrchu
• Vysoká kolmost a přesnost napojení úběrů při použití • Axiálně pozitivní řezná hrana ve šroubovici
nástrojů do průměru 50 mm
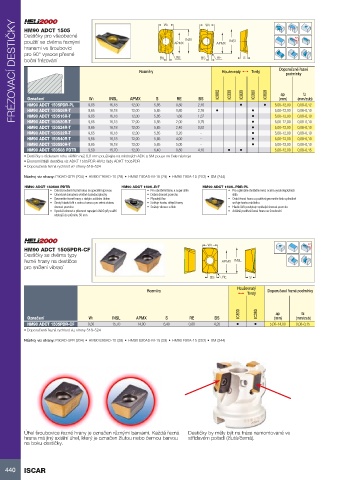
HM90 ADCT 1505PDR-CF W1 Rd°
Destičky se dvěma typy
řezné hrany na destičce APMX lNSL
pro snížení vibrací
BS RE S
Rozměry Houževnatý Doporučené řezné podmínky
1 Tvrdý
Označení W1 INSL APMX S RE BS IC830 ap fz
IC380 (mm) (mm/zub)
HM90 ADCT 1505PDR-CF 9,30 15,70 14,00 6,40 0,80 4,20 • • 5,00–14,00 0,08–0,15
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: F90AD-SFR (204) • HM90 E90AD-15 (28) • HM90 E90AD-M-15 (29) • HM90 F90A-15 (203) • SM (244)
Úhel šroubovice řezné hrany je označen různými barvami. Každá řezná Destičky by měly být na fréze namontované ve
hrana má jiný axiální úhel, který je označen žlutou nebo černou barvou střídavém pořadí (žlutá/černá).
na boku destičky.
440 ISCAR