
Page 22 - Milling_Inserts_CZ-Frezovaci_desticky
P. 22
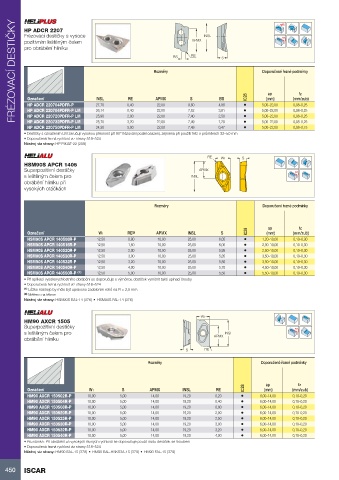
FRÉZOVACÍ DESTIČKY HP ADCR 2207 INSL Rd°
Frézovací destičky s vysoce APMX
pozitivním leštěným čelem Doporučené řezné podmínky
pro obrábění hliníku RE S
BS
Rozměry
Označení INSL RE APMX S BS IC28 IC28• ap fz
• (mm) (mm/zub)
HP ADCR 220704PDFR-P 27,70 0,40 22,00 9,60 4,88 • 5,00–22,00 0,08–0,25
HP ADCR 220704PDFR-P LM 26,14 0,40 22,00 7,52 3,81 • 5,00–22,00 0,08–0,25
25,90 2,00 22,00 7,40 2,50 • 5,00–22,00 0,08–0,25
HP ADCR 220720PDFR-P LM 25,70 3,20 22,00 7,49 1,20 5,00–22,00 0,08–0,25
24,30 5,00 22,00 7,49 0,47 5,00–22,00 0,08–0,15
HP ADCR 220732PDFR-P LM
HP ADCR 220750PDFR-P LM
• Destičky s označením LM zaručují vysokou přesnost při 90° frézování podél osazení, zejména při použití fréz o průměrech 32–50 mm
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HP F90AT-22 (209)
RE W1 S
HSM90S APCR 1405 APMX Rd°
Superpozitivní destičky lNSL
s leštěným čelem pro Doporučené řezné podmínky
obrábění hliníku při
vysokých otáčkách
Rozměry
Označení W1 RE(2) APMX INSL S ap fz
(mm) (mm/zub)
HSM90S APCR 140508R-P 12,50 0,80 10,00 25,00 6,05 • 1,20–10,00 0,10–0,30
6,00 • 2,00–10,00 0,10–0,30
HSM90S APCR 140516R-P 12,50 1,60 10,00 25,00 5,95 • 2,50–10,00 0,10–0,30
5,85 • 3,50–10,00 0,10–0,30
HSM90S APCR 140520R-P 12,50 2,00 10,00 25,00 5,80 • 3,50–10,00 0,10–0,30
5,70 • 4,50–10,00 0,10–0,30
HSM90S APCR 140530R-P 12,50 3,00 10,00 25,00 5,50 • 5,50–10,00 0,10–0,30
HSM90S APCR 140532R-P 12,50 3,20 10,00 25,00
HSM90S APCR 140540R-P 12,50 4,00 10,00 25,00
HSM90S APCR 140550R-P (1) 12,50 5,00 10,00 25,00
• Při aplikaci vysokorychlostního obrábění se doporučuje s výměnou destiček vyměnit také upínací šrouby
• Doporučená řezná rychlost viz strany 518–524
(1) Lůžko nástroje by mělo být upraveno zaoblením rohů na R = 2,5 mm
(2) Měřeno na tělese
Nástroj viz strany: HSM90S EAL-14 (376) • HSM90S FAL-14 (376)
HM90 AXCR 1505 W1 Rd°
Superpozitivní destičky lNSL
s leštěným čelem pro Doporučené řezné podmínky
obrábění hliníku APMX
S RE
Rozměry
Označení W1 S APMX INSL ap fzIC28
RE (mm) (mm/zub)
HM90 AXCR 150502R-P 10,00 5,00 14,00 19,20
0,20 • 6,00–14,00 0,10–0,20
HM90 AXCR 150504R-P 10,00 5,00 14,00 19,20 0,40 • 6,00–14,00 0,10–0,20
0,80 • 6,00–14,00 0,10–0,20
HM90 AXCR 150508R-P 10,00 5,00 14,00 19,20 2,00 • 6,00–14,00 0,10–0,20
2,50 • 6,00–14,00 0,10–0,20
HM90 AXCR 150520R-P 10,00 5,00 14,00 19,20 3,00 • 6,00–14,00 0,10–0,20
3,20 • 6,00–14,00 0,10–0,20
HM90 AXCR 150525R-P 10,00 5,00 14,00 19,20 4,00 • 6,00–14,00 0,10–0,20
HM90 AXCR 150530R-P 10,00 5,00 14,00 19,20
HM90 AXCR 150532R-P 10,00 5,00 14,00 19,20
HM90 AXCR 150540R-P 10,00 5,00 14,00 19,20
• Poznámka: Při obrábění za vysokých řezných rychlostí se doporučuje použít sadu destiček se šroubem
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HM90 EAL-15 (378) • HM90 EAL-HSK63A-15 (379) • HM90 FAL-15 (379)
450 ISCAR