
Page 24 - Milling_Inserts_CZ-Frezovaci_desticky
P. 24
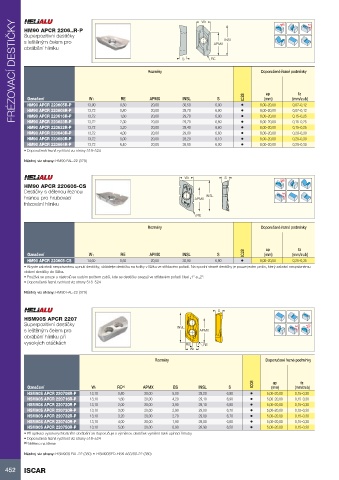
FRÉZOVACÍ DESTIČKYHM90 APCR 2206..R-P W1 Rd°
Superpozitivní destičky lNSL
IC28 IC28s leštěným čelem pro Doporučené řezné podmínky
IC08obrábění hliníku APMX
S RE
Rozměry
Označení W1 RE APMX INSL ap fz
0,50 20,00 30,50 S (mm) (mm/zub)
HM90 APCR 220605R-P 13,90 0,80 20,00 29,70
HM90 APCR 220608R-P 13,72 1,60 20,00 29,70 6,90 • 8,00–20,00 0,07–0,12
13,72 2,30 20,00 29,70 6,90 • 8,00–20,00 0,07–0,12
HM90 APCR 220616R-P 3,20 20,00 29,40 6,90 • 8,00–20,00 0,15–0,25
4,00 20,00 29,00 6,60 • 8,00–20,00 0,15–0,25
HM90 APCR 220623R-P 13,72 5,00 20,00 28,20 6,60 • 8,00–20,00 0,15–0,25
HM90 APCR 220632R-P 13,72 6,40 20,00 26,80 6,60 • 8,00–20,00 0,20–0,30
HM90 APCR 220640R-P 13,72 6,10 • 8,00–20,00 0,20–0,30
13,72 Rozměry 6,00 • 8,00–20,00 0,20–0,30
HM90 APCR 220650R-P 13,72
HM90 APCR 220664R-P
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HM90 FAL-22 (379)
HM90 APCR 220605-CS W1 S Rd°
Destičky s dělenou řeznou lNSL
hranou pro hrubovací Doporučené řezné podmínky
frézování hliníku APMX
RE
Označení W1 RE APMX INSL ap fz
HM90 APCR 220605-CS 14,60 S (mm) (mm/zub)
0,50 20,00 30,90
6,90 • 8,00–20,00 0,25–0,35
• Abyste zabránili nesprávnému upnutí destičky, ukládejte destičku na kolíky v lůžku ve střídavém pořadí. Na spodní straně destičky je pouze jeden prolis, který zabrání nesprávnému
vložení destičky do lůžka.
• Používá se pouze u nástrojů se sudým počtem zubů, kde se destičky osazují ve střídavém pořadí čísel „1“ a „2“.
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HM90 FAL-22 (379)
S
HSM90S APCR 2207 INSL APMX Rd°
Superpozitivní destičky
s leštěným čelem pro BS RE Doporučené řezné podmínky
obrábění hliníku při W1
vysokých otáčkách
Rozměry
RE(1) APMX BS INSL ap fz
Označení W1 29,20 S (mm) (mm/zub)
29,10 •
HSM90S APCR 220708R-P 13,10 0,80 20,00 5,00 29,10 6,90 • 5,00–20,00 0,15–0,30
29,00
HSM90S APCR 220716R-P 13,10 1,60 20,00 4,20 29,00 6,90 • 5,00–20,00 0,15–0,30
29,00
HSM90S APCR 220720R-P 13,10 2,00 20,00 3,90 28,90 6,80 • 5,00–20,00 0,15–0,30
HSM90S APCR 220730R-P 13,10 3,00 20,00 2,90 6,70 • 5,00–20,00 0,15–0,30
HSM90S APCR 220732R-P 13,10 3,20 20,00 2,70 6,70 • 5,00–20,00 0,15–0,30
HSM90S APCR 220740R-P 13,10 4,00 20,00 1,90 6,60 • 5,00–20,00 0,15–0,30
HSM90S APCR 220750R-P 13,10 5,00 20,00 0,90 6,50 5,00–20,00 0,15–0,30
• Při aplikaci vysokorychlostního obrábění se doporučuje s výměnou destiček vyměnit také upínací šrouby
• Doporučená řezná rychlost viz strany 518–524
(1) Měřeno na tělese
Nástroj viz strany: HSM90S FAL-22 (380) • HSM90SFD-HSK A63/80-22 (380)
452 ISCAR