
Page 33 - Milling_Inserts_CZ-Frezovaci_desticky
P. 33
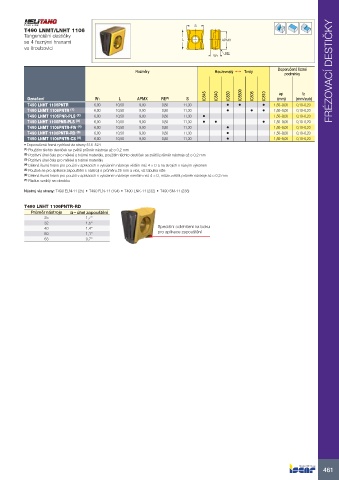
T490 LNMT/LNHT 1106 S IC845 APMX
Tangenciální destičky L IC840 W1 RE
se 4 řeznými hranami IC830
ve šroubovici IC5500Houževnatý 1 Tvrdý
IC808
Rozměry IC810Doporučené řezné
podmínky
FRÉZOVACÍ DESTIČKY
L RE(7) ap fz
Označení W1 10,50 APMX 0,80 S (mm) (mm/zub)
6,00 10,50 9,00 0,80 •• • 1,50–9,00 0,10–0,20
T490 LNHT 1106PNTR 6,00 10,50 9,00 0,80 11,30
T490 LNMT 1106PNTR (1) 6,00 10,50 9,00 0,80 11,30 • • • 1,50–9,00 0,10–0,20
T490 LNMT 1106PNR-PLS (2) 6,00 10,50 9,00 0,80 11,30 • 1,50–9,00 0,10–0,20
T490 LNHT 1106PNR-PLS (3) 6,00 10,50 9,00 0,80 11,30 • • • 1,50–9,00 0,10–0,20
T490 LNMT 1106PNTR-FW (4) 6,00 10,50 9,00 0,80 11,30 • 1,50–9,00 0,10–0,20
T490 LNHT 1106PNTR-RD (5) 6,00 9,00 11,30 •
T490 LNMT 1106PNTR-CS (6) 11,30 • 1,50–9,00 0,10–0,20
1,50–9,00 0,10–0,20
• Doporučená řezná rychlost viz strany 518–524
(1) Použitím těchto destiček se zvětší průměr nástroje až o 0,2 mm
(2) Pozitivní úhel čela pro měkké a tvárné materiály, použitím těchto destiček se zvětší průměr nástroje až o 0,2 mm
(3) Pozitivní úhel čela pro měkké a tvárné materiály
(4) Dělená řezná hrana pro použití v aplikacích s vyložením nástroje větším než 4 × D a na strojích s nízkým výkonem
(5) Používá se pro aplikace zapouštění s nástroji o průměru 25 mm a více, viz tabulka níže
(6) Dělená řezná hrana pro použití v aplikacích s vyložením nástroje menším než 4 × D, může zvětšit průměr nástroje až o 0,2 mm
(7) Rádius vzniklý na obrobku
Nástroj viz strany: T490 ELN-11 (25) • T490 FLN-11 (194) • T490 LNK-11 (232) • T490 SM-11 (238)
T490 LNHT 1106PNTR-RD Speciální odlehčení na boku
Průměr nástroje a – úhel zapouštění pro aplikace zapouštění
25 1,7°
32 1,5°
40 1,4°
50 1,1°
63 0,7°
461