
Page 37 - Milling_Inserts_CZ-Frezovaci_desticky
P. 37
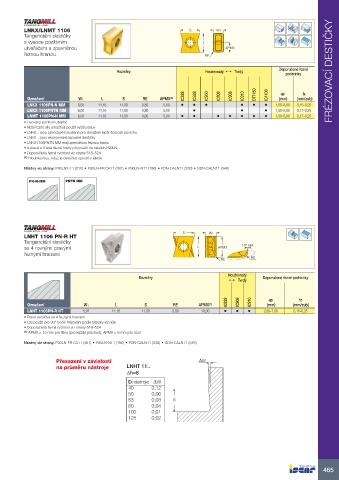
LNKX/LNMT 1106 IC328S W1
Tangenciální destičky IC928
s vysoce pozitivním IC950L
utvařečem a zpevněnou IC808 APMX
řeznou hranou IC908
IC910RE
Rozměry DT7150 Doporučené řezné
IC4100Houževnatý 1 Tvrdýpodmínky
FRÉZOVACÍ DESTIČKYap fz
Označení W1 L S RE APMX(1) (mm) (mm/zub)
0,80 5,00 • • • • • • 1,50–5,00 0,15–0,20
LNKX 1106PN-N MM 6,00 11,16 11,00 0,80 5,00 • • • 1,50–5,00 0,17–0,25
LNKX 1106PNTN MM 6,00 11,16 11,00 0,80 5,00 • • • • • • • 1,50–5,00 0,17–0,25
6,00 11,16 11,00
LNMT 1106PN-N MM
• Lisovaný pozitivní utvařeč
• Nižší řezné síly umožňují použít vyšší posuv
• LNKX... jsou obvodově broušené pro dosažení lepší drsnosti povrchu
• LNMT... jsou ekonomické lisované destičky
• LNKX1106PNTN MM mají zpevněnou řeznou hranu
• 4 pravé a 4 levé řezné hrany při použití na frézách F90LN...
• Doporučená řezná rychlost viz strany 518–524
(1) Hloubka řezu, když je destička upnutá v tělese
Nástroj viz strany: F86LNX-11 (210) • F90LN-FR CA11 (381) • F90LN-N11 (196) • FDN-CALN11 (338) • SDN-CALN11 (346)
PN-N-MM PNTN MM
LNHT 1106 PN-R HT S W1 10° Ref.
Tangenciální destičky L APMX RE
se 4 rovnými pravými RE
řeznými hranami
Rozměry Houževnatý Doporučené řezné podmínky
1 Tvrdý
Označení W1 L S RE APMX(1) IC928 ap fz
0,80 10,00 IC908 (mm) (mm/zub)
IC910 2,00–7,00 0,15–0,25
LNHT 1106PN-R HT 5,97 11,16 11,00 •••
• Pravá destička se 4 řeznými hranami
• Lze použít pro 90° boční frézování podle tabulky viz níže
• Doporučená řezná rychlost viz strany 518–524
(1) APMX = 10 mm pro litinu (pro každý průchod), APMX = 8 mm pro ocel
Nástroj viz strany: F90LN-FR CA11 (381) • F90LN-N11 (196) • FDN-CALN11 (338) • SDN-CALN11 (346)
Přesazení v závislosti LNHT 11.. ∆W
na průměru nástroje ∆h=8
D nástroje ∆W 8
40 0,12
50 0,06
63 0,03
80 0,04
100 0,01
125 0,02
465