
Page 38 - Milling_Inserts_CZ-Frezovaci_desticky
P. 38
FRÉZOVACÍ DESTIČKY LNHT 1106 PN-N HT L APMX
Tangenciální destičky S RE
s rovnou, pravou a levou
řeznou hranou W1
Rozměry Houževnatý Doporučené řezné podmínky
1 Tvrdý
W1 S IC928 ap fz
5,97 11,00 IC808 (mm) (mm/zub)
Označení L RE APMX(1) 2,00–7,00 0,15–0,25
LNHT 1106PN-N HT 11,16
0,80 10,00 • •
• 2 pravé a 2 levé řezné hrany
• Lze použít pro 90° boční frézování viz tabulka níže
• Doporučená řezná rychlost viz strany 518–524
(1) APMX = 10 mm pro litinu (pro každý průchod), APMX = 8 mm pro ocel
Nástroj viz strany: F90LN-FR CA11 (381) • F90LN-N11 (196) • FDN-CALN11 (338) • SDN-CALN11 (346)
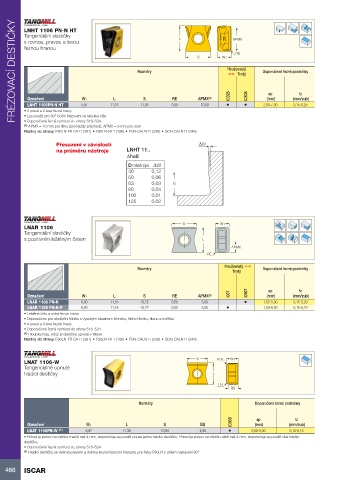
Přesazení v závislosti LNHT 11.. ∆W
na průměru nástroje ∆h=8
D nástroje ∆W 8
40 0,12
50 0,06
63 0,03
80 0,04
100 0,01
125 0,02
LNAR 1106 S W1
Tangenciální destičky
s pozitivním leštěným čelem L
RE
APMX
Rozměry Houževnatý 1 Doporučené řezné podmínky
Tvrdý
Označení W1 L S RE APMX(1) IC07 ap fz
LNAR 1106 PN-N 6,00 11,16 10,72 IC907 (mm) (mm/zub)
LNAR 1106 PN-N-P 6,00 11,16 10,72 1,50–5,00 0,15–0,20
0,50 5,00 • 1,50–5,00 0,15–0,20
0,50 5,00 •
• Leštěné čelo a ostrá řezná hrana
• Doporučeno pro obrábění hliníku s vysokým obsahem křemíku, litého hliníku, titanu a hořčíku
• 4 pravé a 4 levé řezné hrany
• Doporučená řezná rychlost viz strany 518–524
(1) Hloubka řezu, když je destička upnutá v tělese
Nástroj viz strany: F90LN-FR CA11 (381) • F90LN-N11 (196) • FDN-CALN11 (338) • SDN-CALN11 (346)
LNAT 1106-W S R.H W1
Tangenciálně upnuté L
hladicí destičky L.H
BS
Rozměry Doporučené řezné podmínky
Označení W1 L S apIC908 fz
LNAT 1106PN-W (1) 5,97 11,38 10,94 BS (mm) (mm/zub)
0,10–0,15
4,90 • 0,50–2,00
• Pokud je posuv na otáčku menší než 4 mm, doporučuje se použít pouze jednu hladicí destičku. Pokud je posuv na otáčku větší než 4 mm, doporučuje se použít dvě hladicí
destičky.
• Doporučená řezná rychlost viz strany 518–524
(1) Hladicí destičky se dvěma pravými a dvěma levými řeznými hranami, pro frézy F90LN s úhlem nastavení 90°
466 ISCAR