
Page 43 - Milling_Inserts_CZ-Frezovaci_desticky
P. 43
S W1 CHW1.5 IC328
IC928
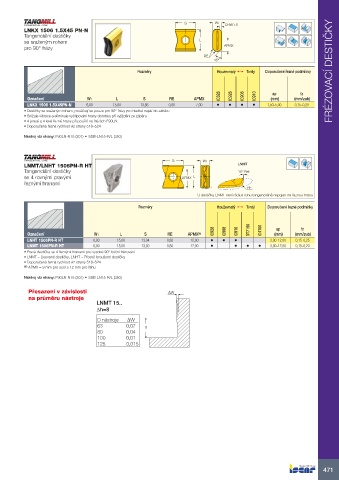
LNKX 1506 1.5X45 PN-N L IC908
Tangenciální destičky APMX IC910
se sraženým rohem
pro 90° frézy RE FRÉZOVACÍ DESTIČKY
45°
Rozměry Doporučené řezné podmínky
Houževnatý 1 Tvrdý
Označení W1 L S RE APMX •••• ap fz
7,00 (mm) (mm/zub)
LNKX 1506 1.5X45PN-N 6,00 15,00 13,88 0,80 1,50–5,00 0,15–0,20
• Destičky se sraženým rohem, používají se pouze pro 90° frézy pro hladké najetí do záběru
• Snižuje vibrace a eliminuje vyštipování hrany obrobku při vyjíždění ze záběru
• 4 pravé a 4 levé řezné hrany při použití na frézách F90LN..
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: F90LN-N15 (201) • SSB-LN15-R/L (350)
LNMT/LNHT 1506PN-R HT S W1 LNMT
Tangenciální destičky APMX L 10° Ref.
se 4 rovnými pravými
řeznými hranami RE
U destičky LNMT není rádius rohu tangenciálně napojen na řeznou hranu
Rozměry Houževnatý 1 Tvrdý Doporučené řezné podmínky
W1 L S RE APMX(1) IC928 ap fz
Označení 13,94 IC908 (mm) (mm/zub)
13,93 IC910
DT7150
IC4100
LNHT 1506PN-R HT 6,00 15,00 0,80 12,00 • • • 3,00–12,00 0,15–0,25
LNMT 1506PN-R HT 6,00 15,00 0,80 12,00 • • • • 3,00–12,00 0,15–0,20
• Pravá destička se 4 řeznými hranami pro vysoké 90° boční frézování
• LNMT – Lisované destičky, LNHT – Přesně broušené destičky
• Doporučená řezná rychlost viz strany 518–524
(1) APMX = 9 mm pro ocel a 12 mm pro litinu
Nástroj viz strany: F90LN-N15 (201) • SSB-LN15-R/L (350)
Přesazení v závislosti ∆W
na průměru nástroje
LNMT 15..
∆h=8
D nástroje ∆W 8
63
80 0,07
100 0,04
125 0,01
0,015
471