
Page 49 - NewProducts2022
P. 49
推奨加工条件表 < 16xD, 20xD >
刃径
切削 送り (mm/rev)
速度
引張り強さ Vc
材質
ISO 被削材質 状態 [N/mm ] 2 硬度HB 番号 (m/min) 3.0-5.0 5.0-8.0 8.0-10.0 10-16 16-20
< 0.25 %C 焼きなまし 420 125 1
>= 0.25 %C 焼きなまし 650 190 2
低炭素鋼・ < 0.55 %C 焼入れ、焼き戻し 850 250 3
鋳鋼・快削鋼
>= 0.55 %C 焼きなまし 750 220 4
>= 0.55 %C 焼入れ、焼き戻し 1000 300 5 70-90
焼きなまし 600 200 6 0.09-0.11 0.12-0.17 0.14-0.22 0.16-0.3 0.18-0.35
P 930 275 7
低合金・鋳鋼(合金成分5%以下)
焼入れ、焼き戻し 1000 300 8
1200 350 9
焼きなまし 680 200 10
高合金鋼・鋳鋼・工具鋼 75-85
焼入れ、焼き戻し 1100 325 11
フェライト/マルテンサイト 680 200 12
ステンレス鋼・鋳鋼 60-70 0.06-0.09 0.08-0.14 0.1-0.18 0.12-0.22 0.14-0.26
マルテンサイト 820 240 13
M ステンレス鋼・鋳鋼 オーステナイト 600 180 14 55-65 0.04-0.08 0.06-0.12 0.08-0.16 0.12-0.2 0.14-0.24
ねずみ鋳鉄(FC) フェライト/パーライト 180 15
パーライト 260 16
K ノジュラー鋳鉄(FCD) フェライト 160 17 80-100 0.14-0.22 0.16-0.24 0.18-0.0.3 0.2-0.35 0.25-0.45
パーライト 250 18
フェライト 130 19
可鍛鋳鉄
パーライト 230 20
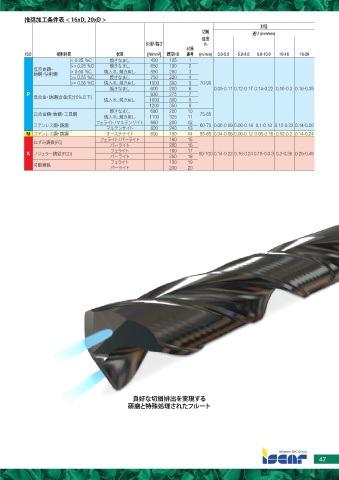
良好な切屑排出を実現する
研磨と特殊処理されたフルート
47