
Page 75 - Milling_Inserts_CZ-Frezovaci_desticky
P. 75
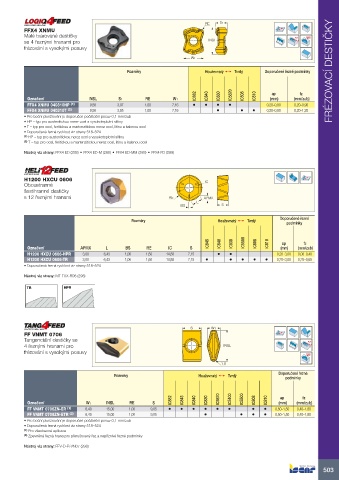
FFX4 XNMU RE S1 IC882 Rd°
Malé tvarované destičky INSL IC840
se 4 řeznými hranami pro IC830 Doporučené řezné podmínky
frézování s vysokými posuvy W1 IC5820
IC808
Rozměry Houževnatý 1 Tvrdý IC810
Označení INSL S1 RE W1 FRÉZOVACÍ DESTIČKYapfz
7,16 •••• (mm) (mm/zub)
FFX4 XNMU 040310HP (1) 9,58 3,97 1,00 7,16 • •• 0,20–0,80 0,20–0,90
0,20–0,80 0,20–1,20
FFX4 XNMU 040310T (2) 9,58 3,95 1,00
• Pro boční plunžrování je doporučen počáteční posuv 0,1 mm/zub
• HP – typ pro austenitickou nerez ocel a vysokoteplotní slitiny
• T – typ pro ocel, feritickou a martenzitickou nerez ocel, litinu a kalenou ocel
• Doporučená řezná rychlost viz strany 518–524
(1) HP – typ pro austenitickou nerez ocel a vysokoteplotní slitiny
(2) T – typ pro ocel, feritickou a martenzitickou nerez ocel, litinu a kalenou ocel
Nástroj viz strany: FFX4 ED (288) • FFX4 ED-M (288) • FFX4 ED-MM (289) • FFX4 FD (289)
H1200 HXCU 0606 IC
Oboustranné
šestihranné destičky RE APMX
s 12 řeznými hranami BS L
S
Rozměry Houževnatý 1 Tvrdý Doporučené řezné
podmínky
Označení APMX L BS RE IC S IC845 ap fz
IC840 (mm) (mm/zub)
IC830
IC5500
IC808
IC810
H1200 HXCU 0606-HPR 3,00 6,43 1,06 1,60 14,88 7,15 •• 0,20–3,00 0,08–0,40
H1200 HXCU 0606-TR 3,00 6,43 1,06 1,60 14,88 7,15 • • • • • 0,20–3,00 0,25–0,65
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: MF FHX-R06 (298)
TR HPR
FF VNMT 0706 S W1 Rd°
Tangenciální destičky se INSL
4 řeznými hranami pro Doporučené řezné
frézování s vysokými posuvy 1.0 podmínky
Rozměry Houževnatý 1 Tvrdý
W1 INSL RE S IC882 ap fz
Označení 9,05 IC845 (mm) (mm/zub)
9,05 IC840
IC830
IC5820
IC5400
IC5500
IC808
IC810
FF VNMT 0706ZN-ER (1) 6,40 15,00 1,00 •••••• • • 0,50–1,50 0,40–1,80
FF VNMT 0706ZN-ETR (2) • • • • 0,50–1,50 0,40–1,80
6,40 15,00 1,00
• Pro boční plunžrování je doporučen počáteční posuv 0,1 mm/zub
• Doporučená řezná rychlost viz strany 518–524
(1) Pro všeobecné aplikace
(2) Zpevněná řezná hrana pro přerušovaný řez a nepříznivé řezné podmínky
Nástroj viz strany: FFV-D-R-VN07 (298)
503