
Page 82 - Milling_Inserts_CZ-Frezovaci_desticky
P. 82
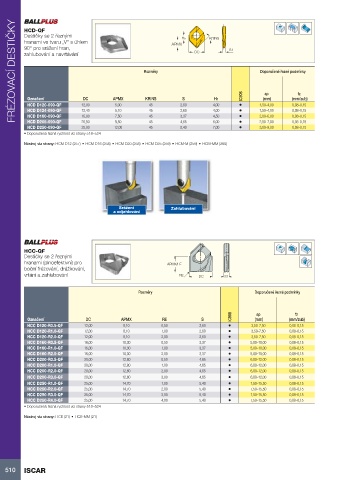
FRÉZOVACÍ DESTIČKY HCD-QF H5 KRINS
Destičky se 2 řeznými APMX
hranami ve tvaru „V“ s úhlem
90° pro srážení hran, DC S1
zahlubování a navrtávání
Rozměry Doporučené řezné podmínky
Označení DC APMX KRINS S H5 IC908 ap fz
5,00 45 2,60 4,00 (mm) (mm/zub)
HCD D120-090-QF 12,00 5,10 45 2,60 4,00 • 1,50–4,00 0,08–0,15
HCD D124-090-QF 12,40 7,50 45 3,37 4,50 • 1,50–4,00 0,08–0,15
16,00 9,50 45 4,65 6,00 • 2,00–6,00 0,08–0,15
HCD D160-090-QF 20,50 12,00 45 5,40 7,00 • 2,50–7,00 0,08–0,15
25,00 • 3,00–9,00 0,08–0,15
HCD D205-090-QF
HCD D250-090-QF
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HCM D12 (257) • HCM D16 (258) • HCM D20 (258) • HCM D25 (259) • HCM-M (259) • HCM-MM (260)
Srážení Zahlubování
a odjehlování
HCC-QF APMX/LE DC S1
Destičky se 2 řeznými RE
hranami (plnoefektivní) pro
boční frézování, drážkování,
vrtání a zahlubování
Rozměry Doporučené řezné podmínky
Označení DC APMX RE S IC908 ap fz
8,10 0,50 (mm) (mm/zub)
HCC D120-R0.5-QF 12,00 8,10 1,00 2,60 • 3,50–7,50 0,08–0,15
HCC D120-R1.0-QF 12,00 8,10 2,00 2,60 • 3,50–7,50 0,08–0,15
HCC D120-R2.0-QF 12,00 10,30 0,50 2,60 • 3,50–7,50 0,08–0,15
HCC D160-R0.5-QF 16,00 10,30 1,00 3,37 • 5,00–10,00 0,08–0,15
HCC D160-R1.0-QF 16,00 10,30 2,00 3,37 • 5,00–10,00 0,08–0,15
HCC D160-R2.0-QF 16,00 12,80 0,50 3,37 • 5,00–10,00 0,08–0,15
20,00 12,80 1,00 4,65 • 6,00–12,00 0,08–0,15
HCC D200-R0.5-QF 20,00 12,80 2,00 4,65 • 6,00–12,00 0,08–0,15
20,00 4,65 • 6,00–12,00 0,08–0,15
HCC D200-R1.0-QF 12,80 3,00 4,65 •
HCC D200-R2.0-QF 5,40 • 6,00–12,00 0,08–0,15
14,70 1,00 5,40 •
HCC D200-R3.0-QF 20,00 14,70 2,00 5,40 • 7,50–15,50 0,08–0,15
14,70 3,00 5,40 • 7,50–15,50 0,08–0,15
HCC D250-R1.0-QF 25,00 14,70 4,00 7,50–15,50 0,08–0,15
HCC D250-R2.0-QF 25,00 7,50–15,50 0,08–0,15
HCC D250-R3.0-QF 25,00
HCC D250-R4.0-QF 25,00
• Doporučená řezná rychlost viz strany 518–524
Nástroj viz strany: HCE (21) • HCE-MM (21)
510 ISCAR