
Page 95 - Milling_Inserts_CZ-Frezovaci_desticky
P. 95
UŽIVATELSKÁ FRÉZOVACÍ DESTIČKY
PŘÍRUČKA
Jakosti řezných materiálů pro uvedené aplikace pro daný typ materiálu
ISO P ISO M ISO K ISO N ISO S ISO H
31–37 38–41
1–11 12–13 14 15–20 21–28
Nerez ocel Nerez ocel
Materiálové Feritická Austenit a Duplex Vysokoteplotní Tvrdá ocel
skupiny Ocel a martenzitická (Feriticko-Austenitická) Litina Neželezné slitiny a kalená litina
Tvrdší IC5400 IC808 (908) IC808 (908) IS8 ID5 IC808 (908) IB55
IC840 IB85
IC30N IC380 IC30N
IC808 (908)
IC808 (908) IC5500 IC840 IC5100 (4100) IC5820** DT7150
IC882
IC810 (910)* IC830 (928) DT7150 IC04 N
IC330 (328)
FRÉZOVÁNÍ IC830 (928) IC830 (928) IC330 (328) IC810 (910) IC08 A
s VBD IC845 IC330 (328) IC882 N IC28
A
Chlazení Houževnatější N N A
První volba
* pro ocelové odlitky
** pro frézování s vysokotlakým chlazením (HPC)
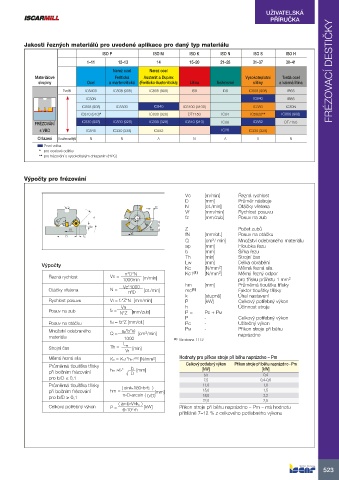
Výpočty pro frézování
N κ fz Vc [m/min] Řezná rychlost
ap D [mm] Průměr nástroje
Vf fz Nn N [ot./min] Otáčky vřetena
D b Vf [mm/min] Rychlost posuvu
fz [mm/zub] Posuv na zub
hm
Vf Z [mm/ot.] Počet zubů
fN [cm3/ min] Posuv na otáčku
Výpočty Vc = π*D*N [m/min] Q [mm] Množství odebraného materiálu
1000min ap [mm] Hloubka řezu
Řezná rychlost b [min] Šířka řezu
Th [mm] Strojní čas
Otáčky vřetena Lw [N/mm2] Délka obrábění
Kc [N/mm2] Měrná řezná síla
Rychlost posuvu Kc1(1) Měrný řezný odpor
pro třísku průřezu 1 mm2
Posuv na zub N= Vc*1000 [ot./min] hm [mm] Průměrná tloušťka třísky
π*D mc(1) [stupně] Faktor tloušťky třísky
Posuv na otáčku k [kW] Úhel nastavení
Množství odebraného Vf = fz*Z*N [mm/min] P Pc + Pm Celkový potřebný výkon
materiálu h - Účinnost stroje
fz = Vn [mm/zub] P= -
Strojní čas N*Z P - Celkový potřebný výkon
Pc Užitečný výkon
Měrná řezná síla fN = fz*Z [mm/ot.] Pm Příkon stroje při běhu
Průměrná tloušťka třísky naprázdno
při bočním frézování Q = ap*b*Vf [cm3/min]
pro b/D ≤ 0,1 1000
Průměrná tloušťka třísky Lw (1) Viz strana 1112
při bočním frézování Vf
pro b/D > 0,1 Th = [min]
Celkový potřebný výkon
Kc = Kc1*hm-mc [N/mm2] Hodnoty pro příkon stroje při běhu naprázdno – Pm
hm ≈fz* √ b [mm] Celkový potřebný výkon Příkon stroje při běhu naprázdno – Pm
D [kW] [kW]
hm = (πs*iDnk*a*1rc8s0in*b(*fbz/D) )[mm] 5,5 0,4
7,5 0,4–0,6
( ap*b*Vf*kc ) 11,0 1,0
6*107*h 15,0 1,5
18,0 2,2
22,0 2,5
P = [kW] Příkon stroje při běhu naprázdno – Pm – má hodnotu
přibližně 7–12 % z celkového potřebného výkonu
523