
Page 30 - ISCAR_WORLD_2021
P. 30
Stator housing machining Bearing Seat Reaming After Assembly
One of the most notable trends of the electric Unlike the ICE, the electric motor generates its maximum
vehicle powertrain is its simplicity. There are far torque from a standing start. This means it does not
fewer moving parts compared to the traditional require a complex transmission system to operate. A
internal combustion engine (ICE), therefore simple reduction gear is enough for the average electric
manufacturing time, and cost dramatically drop vehicle. This reduction gear sits between the stator
when producing BEV's. housing and the gear cover.
One of the main components of an electric To maintain concentricity between bearing seats of the
motor is the motor (stator) housing made stator and gear cover, the reaming operation
from aluminum. A special approach is must be performed in the same machining sequence.
needed to achieve this part’s critical key For this operation, ISCAR provides a special "push and
characteristics of lightweight, durability, pull" reaming type tool with adjustable PCD blades that
ductility, surface finish and precision, manage to retain the geometrical tolerances required in
including geometrical tolerances. The partially different inner diameters
hollow form represents an additional challenge on this Aluminum part.
and maintaining low cutting forces is essential for
roughness and cylindricity requirements. Rotor Turning
ISCAR’s complete machining solution for this The rotor consists of many stacked plates of electric
process has facilitated the transformation from steel. Lamination sheets are used instead of a solid body
the standard costly lathe-based process to an to reduce current loss. The surface must be completely
economical machining center. Our aim is to reduce clean of chips, oil, water, dust or dirt, and coolant fluid
scrapped parts and reach an optimal CPK ratio. cannot be used, only air. This is a challenge as a lot of
(Process Capability Index- producer's capability to heat is generated on the cutting area and the fragmented
produce parts within the required tolerance.) chips stick to the surface. Surface finish requirements for
this interrupted turning operation remain strict.
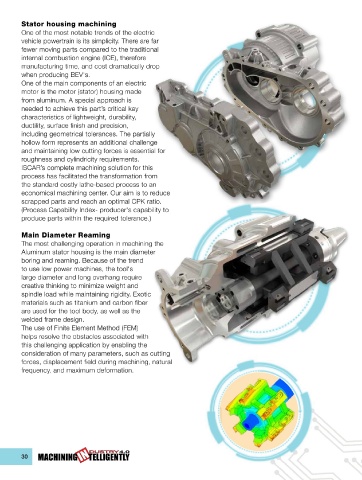
Main Diameter Reaming ISCAR has overcome these challenges by developing
The most challenging operation in machining the a combined tool with coolant holes both on top and
Aluminum stator housing is the main diameter bottom of the cutting edge to cool and blow away the
boring and reaming. Because of the trend chips. The two round inserts are positioned for semi
to use low power machines, the tool's finish and finishing operations, generating an excellent
large diameter and long overhang require surface finish.
creative thinking to minimize weight and
spindle load while maintaining rigidity. Exotic
materials such as titanium and carbon fiber
are used for the tool body, as well as the
welded frame design.
The use of Finite Element Method (FEM)
helps resolve the obstacles associated with
this challenging application by enabling the
consideration of many parameters, such as cutting
forces, displacement field during machining, natural
frequency, and maximum deformation.
DUSTRY 4.0
30 MACHINING IN TELLIGENTLY ISCAR 31