
Page 71 - MILLING CATALOG p095-186
P. 71
λ IC902
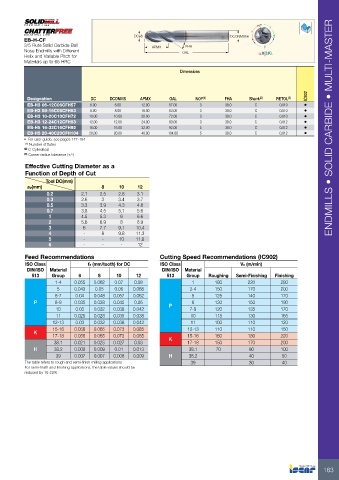
EB-H-CF DCe8 α ENDMILLS • SOLID CARBIDE • MULTI-MASTER
3/5 Flute Solid Carbide Ball DCONMSh6
Nose Endmills with Different
Helix and Variable Pitch for APMX FHA β
Materials up to 65 HRC OAL
α#β#λ
Dimensions
Designation DC DCONMS APMX OAL NOF(1) FHA Shank(2) RETOL(3) •
•
EB-H3 06-12C06CFH57 6.00 6.00 12.00 57.00 3 38.0 C 0.010 •
EB-H3 08-16C08CFH63 8.00 8.00 16.00 63.00 3 •
EB-H3 10-20C10CFH72 10.00 10.00 20.00 72.00 3 38.0 C 0.010 •
EB-H3 12-24C12CFH83 12.00 12.00 24.00 83.00 3 •
EB-H5 16-32C16CFH92 16.00 16.00 32.00 92.00 5 38.0 C 0.010
EB-H5 20-40C20CFH104 20.00 20.00 40.00 104.00 5
38.0 C 0.012
• For user guide, see pages 177-184
38.0 C 0.012
(1) Number of flutes
38.0 C 0.012
(2) C-Cylindrical
(3) Corner radius tolerance (+/-)
Effective Cutting Diameter as a
Function of Depth of Cut
ap(mm) Tool DC(mm) 8 10 12
3.1
0.2 2.1 2.5 2.8 3.7
0.3 2.6 3 3.4 4.8
0.5 3.3 3.9 4.3 5.6
0.7 3.8 4.5 5.1 6.6
1 4.5 5.3 6 8.9
2 5.6 6.9 8 10.4
3 6 7.7 9.1 11.3
4 - 8 9.8 11.8
5 - - 10 12
6 ---
Feed Recommendations Cutting Speed Recommendations (IC902)
ISO Class fz (mm/tooth) for DC ISO Class Roughing Vc (m/min) Finishing
DIN/ISO Material 6 8 10 12 DIN/ISO Material Semi-Finishing
513 Group 513 Group
1-4 0.055 0.062 0.07 0.08 1 180 220 280
5 0.043 0.05 0.06 0.068 2-4 150 170 200
6-7 0.04 0.048 0.057 0.062 5 125 140 170
P 8-9 0.035 0.038 0.045 0.05 P 6 130 150 190
7-9 120 135 170
10 0.03 0.032 0.038 0.042
11 0.025 0.028 0.035 0.038 10 115 130 165
12-13 0.03 0.032 0.038 0.042 11 100 110 120
K 15-16 0.058 0.065 0.073 0.085 12-13 110 110 150
17-18 0.058 0.065 0.073 0.085
K 15-16 160 180 220
38.1 0.021 0.025 0.027 0.03 17-18 150 170 200
H 38.2 0.008 0.009 0.01 0.013 38.1 70 80 100
39 0.007 0.007 0.008 0.009 H 38.2 40 50
The table refers to rough and semi-finish milling applications 39 30 40
For semi-finish and finishing applications, the table values should be
reduced by 10-20%
163