
Page 41 - NEW PRODUCT CATALOG 2022 INCH
P. 41
OAH OAW A-A A-A
LF HTPRM
TGTBY-JHP OAL CUTDIA
Y-Axis Intermediate Prismatic PSI
Holders for Square JHP HF
Adapters on Multi-Task Machines LB
for Parting and Grooving TGTBY R32-D82R-JHP with TGAQ Shown
Designation OAH HF OAW LF LB CUTDIA OAL(1) OAL_2(2) HTPRM
TGTBY R/L32-D82R-JHP 2.591 2.591 .630 5.906 2.441 3.228 6.024 6.157 1.260
TGTBY R/L32-D82L-JHP 2.591 2.591 .630 5.906 2.441 3.228 6.024 6.157 1.260
• Can be used also for X-axis (multi-task machines) - location pin should be removed • The tool types shown are currently unavailable in the USA, Canada, China, Japan and Korea.
(1) Overall length with TGAQ adapter
(2) Overall length with DGAQ adapter
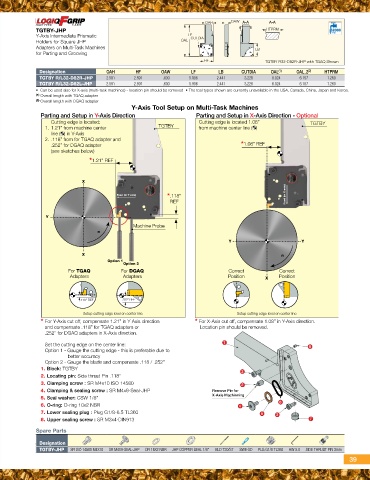
Y-Axis Tool Setup on Multi-Task Machines
Parting and Setup in Y-Axis Direction Parting and Setup in X-Axis Direction - Optional
Cutting edge is located: TGTBY Cutting edge is located 1.08” TGTBY
1. 1.21” from machine center from machine center line ( )
line ( ) in Y-Axis *1.08” REF
2. .118” from for TGAQ adapter and
.252” for DGAQ adapter
(see sketches below)
*1.21” REF
X
Feed (in Y axis) *.118” Feed (in X axis)
REF
Y
Machine Probe
n
X Option 1Option 2 Y Y
n
For TGAQ For DGAQ Correct
Adapters Adapters Position Correct
X Position
.118” REF .252” REF
Setup cutting edge level on center line Setup cutting edge level on center line
* For Y-Axis cut off, compensate 1.21” in Y Axis direction * For X-Axis cut off, compensate 1.08” in Y-Axis direction.
and compensate .118” for TGAQ adapters or Location pin should be removed.
.252” for DGAQ adapters in X-Axis direction.
1
Set the cutting edge on the center line: 8
Option 1 - Gauge the cutting edge - this is preferable due to
3 6
better accuracy 53
Option 2 - Gauge the blade and compensate .118 / .252” 2
1. Block: TGTBY Remove Pin for
2. Locating pin: Side thrust Pin .118” X-Axis Machinning
3. Clamping screw : SR M4x10 ISO 14580
4. Clamping & sealing screw : SR M4x9-Seal-JHP 4
5. Seal washer: CSW 1/8’’
6. O-ring: O-ring 10x2 NBR 7
7. Lower sealing plug : Plug G1/8-6.5 TL360
8. Upper sealing screw : SR M3x4-DIN913
Spare Parts
Designation
TGTBY-JHP SR ISO 14580 M4X10 SR M4X9-SEAL-JHP OR 16X2 NBR JHP COPPER SEAL 1/8" BLD T20/S7 SW6-SD PLG G1/8 TL360 HW 5.0 SIDE THRUST PIN 3mm
39