
Page 56 - NEW PRODUCT CATALOG 2022 INCH
P. 56
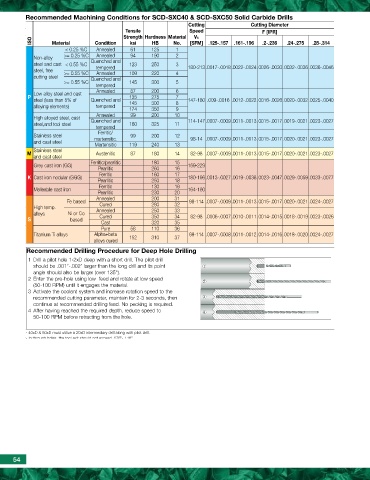
Recommended Machining Conditions for SCD-SXC40 & SCD-SXC50 Solid Carbide Drills
Cutting Cutting Diameter
Tensile Speed F [IPR]
Strength Hardness Material Vc
ISO Material Condition ksi HB No. [SFM] .125-.157 .161-.196 .2-.236 .24-.275 .28-.314
< 0.25 %C Annealed 61 125 1
>= 0.25 %C Annealed 94 190 2
Non-alloy < 0.55 %C Quenched and 123 250 3 180-213 .0017-.0018 .0022-.0024 .0026-.0030 .0032-.0036 .0036-.0046
steel and cast >= 0.55 %C 109 220 4
steel, free >= 0.55 %C tempered 145 300 5
cutting steel Annealed
Quenched and
tempered 200 6
Annealed 87 275
P Low alloy steel and cast 135 300 7 147-180 .009-.0016 .0012-.0022 .0016-.0026 .0020-.0032 .0025-.0040
steel (less than 5% of Quenched and 145 350 8
tempered 174
alloying elements) 9
High alloyed steel, cast Annealed 99 200 10
steel,and tool steel Quenched and 160 325 11 114-147 .0007-.0009 .0011-.0013 .0015-.0017 .0019-.0021 .0023-.0027
tempered
Ferritic/
Stainless steel martensitic. 99 200 12 98-14 .0007-.0009 .0011-.0013 .0015-.0017 .0020-.0021 .0023-.0027
and cast steel Martensitic 119 240 13
M Stainless steel Austenitic 87 180 14 82-98 .0007-.0009 .0011-.0013 .0015-.0017 .0020-.0021 .0023-.0027
and cast steel
Ferritic/pearlitic 180 15
Grey cast iron (GG) Pearlitic 260 16 169-229
K Cast iron nodular (GGG) Ferritic 160 17 180-196 .0013-.0027 .0019-.0038 .0023-.0047 .0029-.0059 .0033-.0077
Pearlitic 250 18
Ferritic 130 19
Malleable cast iron Pearlitic 230 20 164-180
High temp. Fe based Annealed 200 31 98-114 .0007-.0009 .0011-.0013 .0015-.0017 .0020-.0021 .0024-.0027
alloys Cured 280 32
S Ni or Co 250 33
based Annealed 350 34 82-98 .0006-.0007 .0010-.0011 .0014-.0015 .0018-.0019 .0023-.0026
Cured 320 35
Cast
Pure 58 110 36
Titanium Ti alloys Alpha+beta 37 98-114 .0007-.0008 .0011-.0012 .0014-.0016 .0018-.0020 .0024-.0027
alloys cured 152 310
Recommended Drilling Procedure for Deep Hole Drilling
1 Drill a pilot hole 1-2xD deep with a short drill. The pilot drill 1
should be .001”-.002” larger than the long drill and its point 2
angle should also be larger (over 135°). 3
4
2 Enter the pre-hole using low feed and rotate at low speed
(50-100 RPM) until it engages the material.
3 Activate the coolant system and increase rotation speed to the
recommended cutting parameter, maintain for 2-3 seconds, then
continue at recommended drilling feed. No pecking is required.
4 After having reached the required depth, reduce speed to
50-100 RPM before retracting from the hole.
- 40xD & 50xD must utilize a 20xD intermediary drill along with pilot drill.
- In through holes, the tool exit should not exceed .078”-.118”.
54