
Page 63 - NEW PRODUCT CATALOG 2022 INCH
P. 63
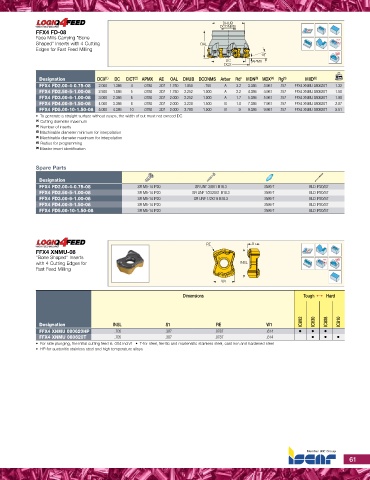
FFX4 FD-08 DHUB Rd°
Face Mills Carrying "Bone DCONMS
Shaped" Inserts with 4 Cutting OAL
Edges for Fast Feed Milling
DC
DCX 18˚
APMX
Designation DCX(1) DC CICT(2) APMX AE OAL DHUB DCONMS Arbor Rd° MDN(3) MDX(4) Rg(5) MIID(6) Lbs
FFX4 XNMU 080620T
FFX4 FD2.00-4-0.75-08 2.000 1.386 4 .0780 .307 1.750 1.850 .750 A 3.2 3.386 3.961 .157 FFX4 XNMU 080620T 1.32
FFX4 FD2.50-5-1.00-08 2.500 1.886 5 .0780 .307 1.750 2.252 1.000 A 2.2 4.386 4.961 .157 FFX4 XNMU 080620T 1.50
FFX4 XNMU 080620T 1.98
FFX4 FD3.00-6-1.00-08 3.000 2.386 6 .0780 .307 2.000 2.252 1.000 A 1.7 5.386 5.961 .157 FFX4 XNMU 080620T 2.87
8 .0780 .307 2.000 3.228 1.500 B 1.0 7.386 7.961 .157 5.51
FFX4 FD4.00-8-1.50-08 4.000 3.386 10 .0780 .307 2.000 3.780 1.500 B .9 9.386 9.961 .157
FFX4 FD5.00-10-1.50-08 5.000 4.386
• To generate a straight surface without cusps, the width of cut must not exceed DC
(1) Cutting diameter maximum
(2) Number of inserts
(3) Machinable diameter minimum for interpolation
(4) Machinable diameter maximum for interpolation
(5) Radius for programming
(6) Master insert identification
Spare Parts SR M5-14 IP20 SR UNF 3/8X1 B18.3 SW6-T BLD IP20/S7
SR M5-14 IP20 SR UNF 1/2X20X1 B18.3 SW6-T BLD IP20/S7
Designation SR M5-14 IP20 SR UNF 1/2X1¼ B18.3 SW6-T BLD IP20/S7
FFX4 FD2.00-4-0.75-08 SR M5-14 IP20 SW6-T BLD IP20/S7
FFX4 FD2.50-5-1.00-08 SR M5-14 IP20 SW6-T BLD IP20/S7
FFX4 FD3.00-6-1.00-08
FFX4 FD4.00-8-1.50-08
FFX4 FD5.00-10-1.50-08
RE S1
FFX4 XNMU-08 INSL Rd°
"Bone Shaped" Inserts
with 4 Cutting Edges for Tough 1 Hard
Fast Feed Milling
•••
W1 •••
Dimensions
Designation INSL S1 RE W1 IC882
IC830
IC808
IC810
FFX4 XNMU 080620HP .705 .307 .0787 .614
FFX4 XNMU 080620T .705 .307 .0787 .614
• For side plunging, the initial cutting feed is .004 inch/t • T-for steel, ferritic and martensitic stainless steel, cast iron and hardened steel
• HP-for austenitic stainless steel and high temperature alloys
61