
Page 21 - TURNING CATALOG p635-848
P. 21
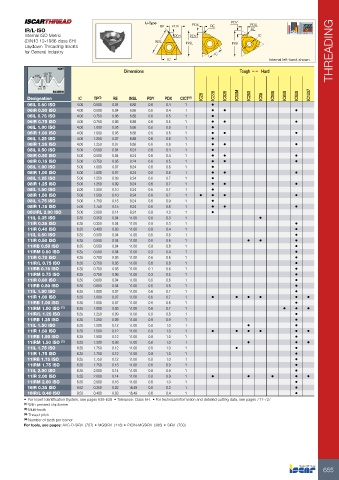
IR/L-ISO U-Type PDX PDX IC28RE PDY PDX
Internal ISO Metric RE IC228ICINSLRE
(DIN13 12-1986 class 6H) PDY PDY IC928
Laydown Threading Inserts INSL INSL IC50MIC
for General Industry IC250
IC08
IC IC508
IC808
IC908
IC1007
THREADING
NUT Dimensions Internal left-hand shown
60° 1/4 TP Tough 1 Hard
1/8 TP SCREW
Designation IC TP(3) RE INSL PDY PDX CICT(4) •
06IL 0.50 ISO 4.00 0.500 0.04 6.88 0.6 0.4 1 •• •
06IR 0.50 ISO
06IL 0.75 ISO 4.00 0.500 0.04 6.88 0.6 0.4 1 •
06IR 0.75 ISO
06IL 1.00 ISO 4.00 0.750 0.06 6.88 0.6 0.5 1 •• •
06IR 1.00 ISO
06IL 1.25 ISO 4.00 0.750 0.06 6.88 0.6 0.5 1 •
06IR 1.25 ISO
08IL 0.50 ISO 4.00 1.000 0.05 6.88 0.6 0.6 1 •• •
08IR 0.50 ISO
08IR 0.75 ISO 4.00 1.000 0.05 6.88 0.6 0.6 1 •
08IL 1.00 ISO
08IR 1.00 ISO 4.00 1.250 0.07 6.88 0.6 0.6 1 •• •
08IL 1.25 ISO
08IR 1.25 ISO 4.00 1.250 0.07 6.88 0.6 0.6 1 •
08IL 1.50 ISO
08IR 1.50 ISO 5.00 0.500 0.04 8.24 0.6 0.4 1 •• •
08IL 1.75 ISO
08IR 1.75 ISO 5.00 0.500 0.04 8.24 0.6 0.4 1 •• •
08UIRL 2.00 ISO
11IL 0.35 ISO 5.00 0.750 0.05 8.24 0.6 0.5 1 •
11IR 0.35 ISO
11IR 0.40 ISO 5.00 1.000 0.07 8.24 0.6 0.6 1 •• •
11IL 0.50 ISO
11IR 0.50 ISO 5.00 1.000 0.07 8.24 0.6 0.6 1 •
11IRB 0.50 ISO
11IRM 0.50 ISO 5.00 1.250 0.09 8.24 0.6 0.7 1 •• •
11IR 0.70 ISO
11IR/L 0.75 ISO 5.00 1.250 0.09 8.24 0.6 0.7 1 •
11IRB 0.75 ISO
11IRM 0.75 ISO 5.00 1.500 0.10 8.24 0.6 0.7 1
11IR 0.80 ISO 1 ••• •
11IRB 0.80 ISO 5.00 1.500 0.10 8.24 0.6 0.7 •
11IL 1.00 ISO
11IR 1.00 ISO 5.00 1.750 0.15 8.24 0.6 0.9 1 •• •
11IRB 1.00 ISO
11IRM 1.00 ISO (1) 5.00 1.750 0.15 8.24 0.6 0.8 1 •
11IR/L 1.25 ISO
11IRB 1.25 ISO 5.00 2.000 0.14 8.24 0.8 4.3 1 •
11IL 1.50 ISO
11IR 1.50 ISO 6.35 0.350 0.04 11.00 0.8 0.3 1 •
11IRB 1.50 ISO
11IRM 1.50 ISO (1) 6.35 0.350 0.04 11.00 0.8 0.3 1 •
11IL 1.75 ISO
11IR 1.75 ISO 6.35 0.400 0.03 11.00 0.8 0.4 1 •
11IRB 1.75 ISO
11IRM 1.75 ISO 6.35 0.500 0.04 11.00 0.8 0.6 1 •• •
11IL 2.00 ISO
11IR 2.00 ISO 6.35 0.500 0.04 11.00 0.8 0.6 1 •
11IRM 2.00 ISO
16IR 0.35 ISO 6.35 0.500 0.04 11.00 0.8 0.6 1 •
16IR/L 0.40 ISO
6.35 0.500 0.04 11.00 0.3 0.4 1 •
6.35 0.700 0.05 11.00 0.6 0.6 1 •
6.35 0.750 0.05 11.00 0.6 0.6 1 •
6.35 0.750 0.05 11.00 0.1 0.6 1 •
6.35 0.750 0.06 11.00 0.3 0.5 1 •
6.35 0.800 0.04 11.00 0.6 0.6 1 •
6.35 0.800 0.04 11.00 0.6 0.6 1 •
6.35 1.000 0.07 11.00 0.6 0.7 1 • ••• ••
6.35 1.000 0.07 11.00 0.6 0.7 1 •
6.35 1.000 0.07 11.00 0.6 0.6 1 •••
6.35 1.000 0.05 11.00 0.6 0.7 1 •
6.35 1.250 0.09 11.00 0.8 0.8 1 •
6.35 1.250 0.09 11.00 0.8 0.9 1 ••
6.35 1.500 0.12 11.00 0.8 1.0 1 • ••• ••
6.35 1.500 0.12 11.00 0.8 1.0 1 •
6.35 1.500 0.12 11.00 0.8 1.0 1 • ••
6.35 1.500 0.08 11.00 0.8 1.0 1 • •
6.35 1.750 0.12 11.00 0.8 1.0 1 •
6.35 1.750 0.12 11.00 0.8 1.0 1 •
6.35 1.750 0.12 11.00 0.8 1.0 1 •
6.35 1.750 0.15 11.00 0.6 0.9 1 •
6.35 2.000 0.14 11.00 0.8 0.9 1 • • • ••
6.35 2.000 0.14 11.00 0.8 0.9 1 •
6.35 2.000 0.16 11.00 0.6 1.0 1 •
9.52 0.350 0.02 16.49 0.6 0.3 1 •
9.52 0.400 0.03 16.49 0.6 0.4 1
• For Insert Identification System, see pages 638-639 • Tolerance: Class 6H. • For technical information and detailed cutting data, see pages 711-727
(1) With pressed chipformer
(2) Multi-tooth
(3) Thread pitch
(4) Number of teeth per corner
For tools, see pages: AVC-D-SIR/L (707) • MGSIR/L (118) • PICIN-MGSIR/L (386) • SIR/L (703)
655