
Page 17 - Iscar_Article_Brochure
P. 17
guarantees increased resistance to brittleness
and fracturing. Today, substrates of this type
are commonly used in tools intended for
turning operations.
Until the 1980s carbide grades were uncoated.
In order to make grades more universal and
applicable to machining various engineering
materials, tool manufacturers developed grades
that contained various additives. The adoption
of coating technologies has dramatically
changed the world of machining; now the vast
majority of carbide grades are coated. The
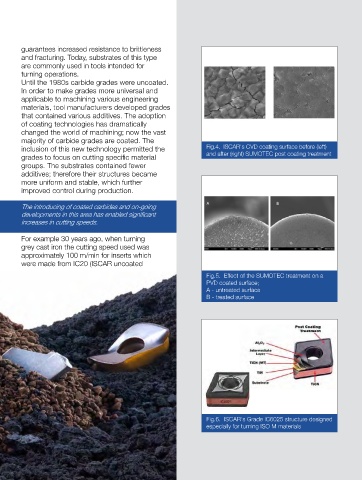
inclusion of this new technology permitted the Fig.4. ISCAR's CVD coating surface before (left)
grades to focus on cutting specific material and after (right) SUMOTEC post coating treatment
groups. The substrates contained fewer
additives; therefore their structures became
more uniform and stable, which further
improved control during production.
The introducing of coated carbides and on-going
developments in this area has enabled significant
increases in cutting speeds.
For example 30 years ago, when turning
grey cast iron the cutting speed used was
approximately 100 m/min for inserts which
were made from IC20 (ISCAR uncoated
Fig.5. Effect of the SUMOTEC treatment on a
PVD coated surface;
A - untreated surface
B - treated surface
Fig.6. ISCAR's Grade IC6025 structure designed
especially for turning ISO M materials
17