
Page 52 - NewProducts2022
P. 52
SCD-SXC50 OAL
LCF
超硬ソリッドドリル LU LS DC h7
内部クーラント仕様
加工深さ:50xD 135
DCONMS h6
PL
寸法
IC908
(2)
型番 DC DCONMS OAL LU LCF LS PL ULDR
SCD 040-217-060 SXC50 4.00 6.00 270.00 217.00 225.0 40.0 0.660 50.0 •
SCD 042-217-060 SXC50 4.20 6.00 270.00 217.00 225.0 40.0 0.693 50.0 •
SCD 045-267-060 SXC50 4.50 6.00 320.00 267.00 275.0 40.0 0.743 50.0 •
SCD 047-267-060 SXC50 (1) 4.70 6.00 320.00 267.00 275.0 40.0 0.775 50.0 •
SCD 048-267-060 SXC50 4.80 6.00 320.00 267.00 275.0 40.0 0.792 50.0 •
SCD 050-267-060 SXC50 5.00 6.00 320.00 267.00 275.0 40.0 0.825 50.0 •
SCD 055-302-060 SXC50 5.50 6.00 360.00 302.00 310.0 45.0 0.907 50.0 •
SCD 058-302-060 SXC50 (1) 5.80 6.00 360.00 302.00 310.0 45.0 0.957 50.0 •
SCD 060-302-060 SXC50 6.00 6.00 360.00 302.00 310.0 45.0 0.990 50.0 •
(1) 受注生産品
(2) LxD
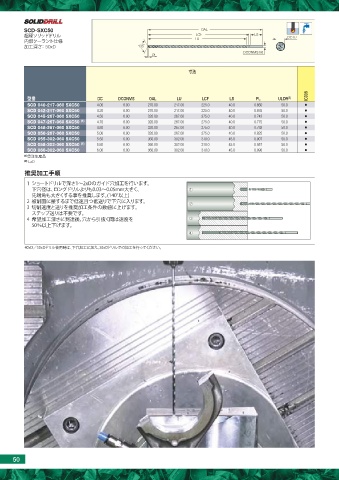
推奨加工手順
1 ショートドリルで深さ1~2xDのガイド穴加工を行います。
下穴径は、ロングドリルよりも0.03~0.05mm大きく、 1
先端角も大きくする事を推奨します。(140°以上)
2 被削面に接するまで低速且つ低送りで下穴に入ります。 2
3 切削速度と送りを推奨加工条件の数値に上げます。
ステップ送りは不要です。
4 希望加工深さに到達後、穴から引抜く間は速度を 3
50%以上下げます。
4
40xD/50xDドリル使用時は、下穴加工に加え、20xDドリルでの加工を行ってください。
50