
Page 151 - Threading_Handbook
P. 151
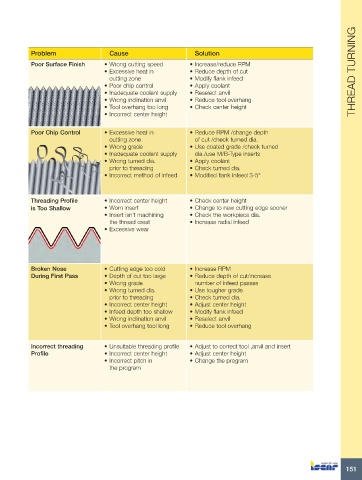
Problem Cause Solution Problem Cause Solution
• Excessive heat in • Reduce RPM/reduce depth Poor Surface Finish • Wrong cutting speed • Increase/reduce RPM
cutting zone of cut/check turned dia. • Excessive heat in • Reduce depth of cut THREAD TURNING
• Wrong Grade • Use coated grade/use harder grade cutting zone • Modify flank infeed
• Inadequate coolant supply • Apply coolant • Poor chip control • Apply coolant
• Depth of cut too large • Reduce depth of cut /increase no. of passes • Inadequate coolant supply • Reselect anvil
• Cutting speed too high • Reduce cutting speed • Wrong inclination anvil • Reduce tool overhang
• Nose radius too small • If possible use insert with larger radius • Tool overhang too long • Check center height
Plastic Deformation • Incorrect center height
• Cutting speed too high • Reduce RPM
• Infeed depth too small • Modify flank infeed /increase depth of cut Poor Chip Control • Excessive heat in • Reduce RPM /change depth
• Highly abrasive material • Use coated grade cutting zone of cut /check turned dia.
• Inadequate coolant supply • Apply coolant • Wrong grade • Use coated grade /check turned
• Wrong inclination anvil • Reselect anvil • Inadequate coolant supply dia./use M/B-Type inserts
• Wrong turned dia. prior • Check turned dia. • Wrong turned dia. • Apply coolant
to threading • Check center height prior to threading • Check turned dia.
• Insert is above center line • Incorrect method of infeed • Modified flank infeed 3-5°
Premature Wear
• Wrong turned dia. • Check turned dia.
prior to threading • Use tougher grade Threading Profile • Incorrect center height • Check center height
• Wrong Grade • Change to M/B-Type inserts and is Too Shallow • Worn insert • Change to new cutting edge sooner
• Poor chip control use modified flank infeed • Insert isn’t machining • Check the workpiece dia.
• Incorrect center height • Check center height the thread crest • Increase radial infeed
• Excessive wear
Insert Breakage
• Cutting edge too cold • Increase RPM /increase depth of cut
• Wrong grade • Use coated grade Broken Nose • Cutting edge too cold • Increase RPM
• Inadequate coolant supply • Apply coolant During First Pass • Depth of cut too large • Reduce depth of cut/increase
• Incorrect cutting speed • Change cutting speed • Wrong grade number of infeed passes
• Wrong turned dia. • Use tougher grade
prior to threading • Check turned dia.
• Incorrect center height • Adjust center height
• Infeed depth too shallow • Modify flank infeed
Built-up Edge • Wrong inclination anvil • Reselect anvil
• Tool overhang tool long • Reduce tool overhang
• Incorrect workpiece • Use soft jaws
clamping • Check tool overhang / use anti vibration bars
• Incorrect tool setup • Increase cutting speed Incorrect threading • Unsuitable threading profile • Adjust to correct tool ,anvil and insert
• Incorrect cutting speed • Check center height Profile • Incorrect center height • Adjust center height
• Incorrect center height • Incorrect pitch in • Change the program
the program
Vibration
151