
Page 41 - Threading_Handbook
P. 41
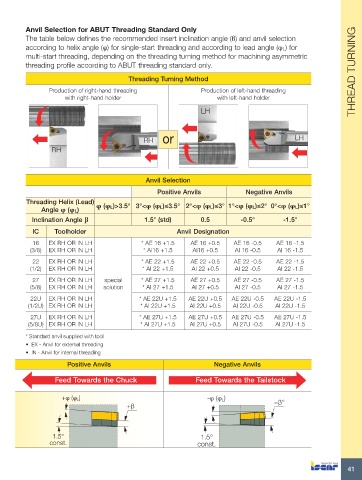
Anvil Selection for ABUT Threading Standard Only
The table below defines the recommended insert inclination angle (β) and anvil selection
according to helix angle (φ) for single-start threading and according to lead angle (φL) for
multi-start threading, depending on the threading turning method for machining asymmetric
threading profile according to ABUT threading standard only.
Threading Turning Method THREAD TURNING
Production of right-hand threading Production of left-hand threading
with right-hand holder with left-hand holder
LH
RH or LH
RH
Anvil Selection
Positive Anvils Negative Anvils
Threading Helix (Lead) φ (φL)>3.5° 3°<φ (φL)≤3.5° 2°<φ (φL)≤3° 1°<φ (φL)≤2° 0°<φ (φL)≤1°
Angle φ (φL)
Inclination Angle β 1.5° (std) 0.5 -0.5° -1.5°
lC Toolholder Anvil Designation
16 EX RH OR IN LH * AE 16 +1.5 AE 16 +0.5 AE 16 -0.5 AE 16 -1.5
(3/8) EX RH OR IN LH * AI16 +1.5 AI16 +0.5 AI 16 -0.5 AI 16 -1.5
22 EX RH OR IN LH * AE 22 +1.5 AE 22 +0.5 AE 22 -0.5 AE 22 -1.5
(1/2) EX RH OR IN LH * AI 22 +1.5 AI 22 +0.5 AI 22 -0.5 AI 22 -1.5
27 EX RH OR IN LH special * AE 27 +1.5 AE 27 +0.5 AE 27 -0.5 AE 27 -1.5
(5/8) EX RH OR IN LH solution * AI 27 +1.5 AI 27 +0.5 AI 27 -0.5 AI 27 -1.5
22U EX RH OR IN LH * AE 22U +1.5 AE 22U +0.5 AE 22U -0.5 AE 22U -1.5
(1/2U) EX RH OR IN LH * AI 22U +1.5 AI 22U +0.5 AI 22U -0.5 AI 22U -1.5
27U EX RH OR IN LH * AE 27U +1.5 AE 27U +0.5 AE 27U -0.5 AE 27U -1.5
(5/8U) EX RH OR IN LH * AI 27U +1.5 AI 27U +0.5 AI 27U -0.5 AI 27U -1.5
* Standard anvil supplied with tool
• EX - Anvil for external threading
• IN - Anvil for internal threading
Positive Anvils Negative Anvils
Feed Towards the Chuck Feed Towards the Tailstock
+φ (φ L) -φ (φ L)
+β −β°
1.5° 1.5°
const. const.
41