
Page 125 - CATÁLOGO DE ROSCADO
P. 125
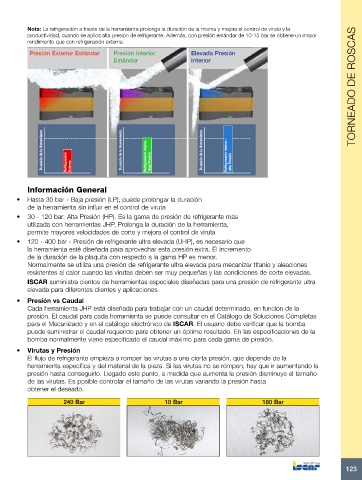
Nota: La refrigeración a través de la herramienta prolonga la duración de la misma y mejora el control de viruta y la
productividad, cuando se aplica alta presión de refrigerante. Además, con presión estándar de 10-15 bar se obtiene un mayor
rendimiento que con refrigeración externa.
Duración de la Herramienta
RefrigeraciónPresión Exterior EstándarPresión InteriorElevada Presión
ExternaEstándar Interior
Duración de la Herramienta
Refrigeración Interna -
Baja Presión
Duración de la Herramienta
Refrigeración Interna -
Alta Presión
TORNEADO DE ROSCAS
Información General
• Hasta 30 bar - Baja presión (LP), puede prolongar la duración
de la herramienta sin influir en el control de viruta
• 30 - 120 bar: Alta Presión (HP). Es la gama de presión de refrigerante más
utilizada con herramientas JHP. Prolonga la duración de la herramienta,
permite mayores velocidades de corte y mejora el control de viruta
• 120 - 400 bar - Presión de refrigerante ultra elevada (UHP), es necesario que
la herramienta esté diseñada para aprovechar esta presión extra. El incremento
de la duración de la plaquita con respecto a la gama HP es menor.
Normalmente se utiliza una presión de refrigerante ultra elevada para mecanizar titanio y aleaciones
resistentes al calor cuando las virutas deben ser muy pequeñas y las condiciones de corte elevadas.
ISCAR suministra cientos de herramientas especiales diseñadas para una presión de refrigerante ultra
elevada para diferentes clientes y aplicaciones.
• Presión vs Caudal
Cada herramienta JHP está diseñada para trabajar con un caudal determinado, en función de la
presión. El caudal para cada herramienta se puede consultar en el Catálogo de Soluciones Completas
para el Mecanizado y en el catálogo electrónico de ISCAR. El usuario debe verificar que la bomba
puede suministrar el caudal requerido para obtener un óptimo resultado. En las especificaciones de la
bomba normalmente viene especificado el caudal máximo para cada gama de presión.
• Virutas y Presión
El flujo de refrigerante empieza a romper las virutas a una cierta presión, que depende de la
herramienta específica y del material de la pieza. Si las virutas no se rompen, hay que ir aumentando la
presión hasta conseguirlo. Llegado este punto, a medida que aumenta la presión disminuye el tamaño
de las virutas. Es posible controlar el tamaño de las virutas variando la presión hasta
obtener el deseado.
240 Bar 10 Bar 180 Bar
123