
Page 456 - CATÁLOGO DE ROSCADO
P. 456
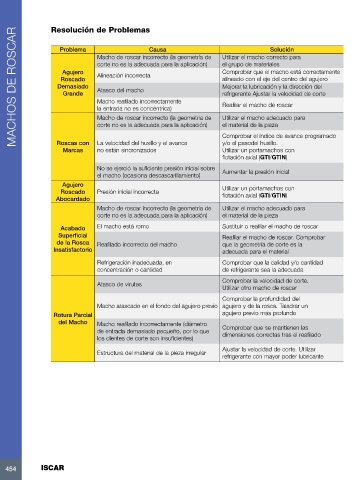
MACHOS DE ROSCAR Resolución de Problemas
Problema Causa Solución
Agujero Macho de roscar incorrecto (la geometría de Utilizar el macho correcto para
Roscado corte no es la adecuada para la aplicación) el grupo de materiales
Demasiado Alineación incorrecta Comprobar que el macho está correctamente
Grande alineado con el eje del centro del agujero
Atasco del macho Mejorar la lubricación y la dirección del
Macho reafilado incorrectamente refrigerante Ajustar la velocidad de corte
la entrada no es concéntrica)
Macho de roscar incorrecto (la geometría de Reafilar el macho de roscar
corte no es la adecuada para la aplicación)
Utilizar el macho adecuado para
el material de la pieza
Roscas con La velocidad del husillo y el avance Comprobar el índice de avance programado
Marcas no están sincronizados y/o el pasodel husillo.
Utilizar un portamachos con
flotación axial (GTI/GTIN)
Agujero No se ejerció la suficiente presión inicial sobre Aumentar la presión inicial
Roscado el macho (ocasiona descascarillamiento)
Abocardado Presión inicial incorrecta Utilizar un portamachos con
Macho de roscar incorrecto (la geometría de flotación axial (GTI/GTIN)
corte no es la adecuada para la aplicación) Utilizar el macho adecuado para
el material de la pieza
Acabado El macho está romo Sustituir o reafilar el macho de roscar
Superficial Reafilar el macho de roscar. Comprobar
de la Rosca Reafilado incorrecto del macho que la geometría de corte es la
Insatisfactorio adecuada para el material
Refrigeración inadecuada, en Comprobar que la calidad y/o cantidad
concentración o cantidad de refrigerante sea la adecuada
Atasco de virutas Comprobar la velocidad de corte.
Utilizar otro macho de roscar
Comprobar la profundidad del
Macho atascado en el fondo del agujero previo agujero y de la rosca. Taladrar un
agujero previo más profundo
Rotura Parcial
del Macho
Macho reafilado incorrectamente (diámetro Comprobar que se mantienen las
de entrada demasiado pequeño, por lo que dimensiones correctas tras el reafilado
los dientes de corte son insuficientes)
Estructura del material de la pieza irregular Ajustar la velocidad de corte. Utilizar
refrigerante con mayor poder lubricante
454 ISCAR