
Page 75 - DieAndMoldUserGuide_2017_RU
P. 75
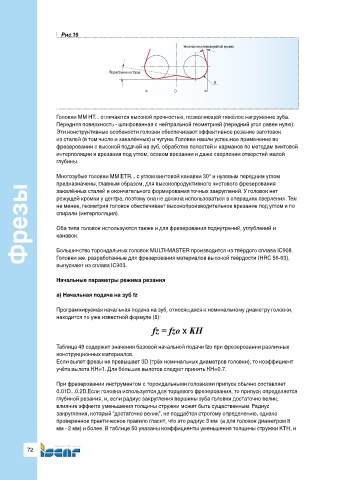
Рис.16
Угол наклона периферийной кромки
Поднутрение на торце
R
D
Головки MM HT... отличаются высокой прочностью, позволяющей тяжёлое нагружение зуба.
Передняя поверхность - шлифованная с нейтральной геометрией (передний угол равен нулю).
Эти конструктивные особености головки обеспечивают эффективное резание заготовок
из сталей (в том числе и закалённых) и чугуна. Головки нашли успешное применение во
фрезеровании с высокой подачей на зуб, обработке полостей и карманов по методам винтовой
интерполяции и врезания под углом, осевом врезании и даже сверлении отверстий малой
глубины.
Многозубые головки MM ETR... с углом винтовой канавки 30° и нулевым передним углом
предназначены, главным образом, для высокопродуктивного чистового фрезерования
Фрезы не менее, геометрия головок обеспечивает высокопроизводительное врезание под углом и по
закалённых сталей и окончательного формирования точных закруглений. У головок нет
режущей кромки у центра, поэтому она не должна использоваться в операциях сверления. Тем
спирали (интерполяция).
Оба типа головок используются также и для фрезерования поднутрений, углублений и
канавок.
Большинство тороидальных головок MULTI-MASTER производится из твёрдого сплава IC908.
Головки же, разработанные для фрезерования материалов высокой твёрдости (HRC 56-63),
выпускают из сплава IC903.
Начальные параметры режима резания
a) Начальная подача на зуб fz
Программируемая начальная подача на зуб, относящаяся к номинальному диаметру головки,
находится по уже известной формуле (8):
fz = fzo x KH
Таблица 49 содержит значения базовой начальной подачи fzo при фрезеровании различных
конструкционных материалов.
Если вылет фрезы не превышает 3D (трёх номинальных диаметров головки), то коэффициент
учёта вылета КН=1. Для бóльших вылетов следует принять КН=0.7.
При фрезеровании инструментом с тороидальными головками припуск обычно составляет
0.01D...0.2D.Если головка используется для торцевого фрезерования, то припуск определяется
глубиной резания, и, если радиус закругления вершины зуба головки достаточно велик,
влияние эффекта уменьшения толщины стружки может быть существенным. Радиус
закругления, который “достаточно велик”, не поддаётся строгому определению, однако
проверенное практическое правило гласит, что это радиус 3 мм (а для головок диаметром 8
мм - 2 мм) и более. В таблице 50 указаны коэффициенты уменьшения толщины стружки KTH, и
72