
Page 135 - Industrealize_brochure2022
P. 135
РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ
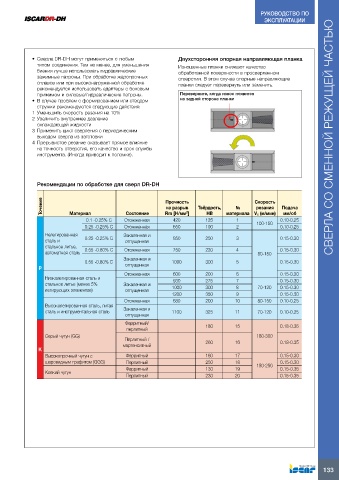
• Сверла DR-DH могут применяться с любым Двухсторонняя опорная направляющая планка
типом соединения. Тем не менее, для уменьшения Изношенные планки снижают качество
биения лучше использовать гидравлические обработанной поверхности в просверленном
зажимные патроны. При обработке жаропрочных отверстии. В этом случае опорные направляющие
сплавов или при высоконагруженной обработке планки следует перевернуть или заменить.
рекомендуется использовать адаптеры с боковым
прижимом и силовые/гидравлические патроны. Переверните, когда износ появится
• В случае проблем с формированием или отводом на задней стороне планки
стружки рекомендуются следующие действия:
1 Уменьшить скорость резания на 10%
2 Увеличить внутреннее давление
охлаждающей жидкости
3 Применить цикл сверления с периодическим
выходом сверла из заготовки СВЕРЛА СО СМЕННОЙ РЕЖУЩЕЙ ЧАСТЬЮ
4 Прерывистое резание оказывает прямое влияние
на точность отверстия, его качество и срок службы
инструмента. (Иногда приводит к поломке).
Рекомендации по обработке для сверл DR-DH
Точение Прочность Твёрдость, № Скорость Подача
на разрыв
резания
Состояние
HB
Материал
мм/об
2
0.1 -0.25% C Отожженная Rm [Н/мм ] 125 материала Vc (м/мин) 0.10-0.25
1
420
100-150
0.25 -0.25% C Отожженная 650 190 2 0.10-0.25
Нелегированная Закаленная и
сталь и 0.25 -0.25% C отпущенная 850 250 3 0.15-0.30
стальное литье,
автоматная сталь 0.55 -0.80% C Отожженная 750 220 4 80-150 0.15-0.30
Закаленная и
0.55 -0.80% C отпущенная 1000 300 5 0.15-0.30
P
Отожженная 600 200 6 0.15-0.30
Низколегированная сталь и 930 275 7 0.15-0.30
стальное литье (менее 5% Закаленная и
легирующих элементов) отпущенная 1000 300 8 70-120 0.15-0.30
1200 350 9 0.15-0.30
Отожженная 680 200 10 80-150 0.10-0.25
Высоколегированная сталь, литая Закаленная и
сталь и инструментальная сталь 1100 325 11 70-120 0.10-0.25
отпущенная
Ферритный/
перлитный 180 15 0.18-0.35
Серый чугун (GG) 180-300
Перлитный /
мартенситный 260 16 0.18-0.35
K
Высокопрочный чугун с Ферритный 160 17 0.15-0.30
шаровидным графитом (GGG) Перлитный 250 18 0.15-0.30
Ферритный 130 19 150-250 0.15-0.35
Ковкий чугун
Перлитный 230 20 0.15-0.35
133