
Page 13 - Industrealize_brochure2022HOLE_MAKING_catalog
P. 13
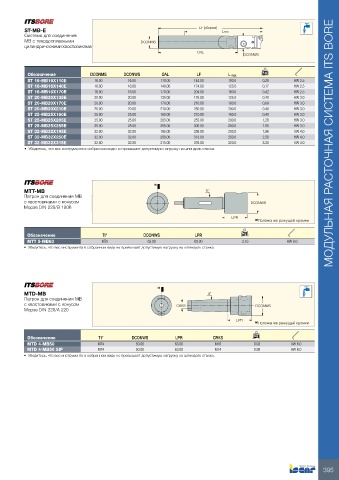
ST-MB-E LF (сборка) Lmax
Система для соединения
MB с твердосплавными DCONMS
цилиндрическими хвостовиками
OAL
DCONWS
Обозначение DCONMS DCONWS OAL LF L max kg
ST 16-MB16X110E 16.00 16.00 110.00 144.00 100.0 0.28 HW 2.5
ST 16-MB16X140E 16.00 16.00 140.00 174.00 125.0 0.17 HW 2.5
ST 16-MB16X170E 16.00 16.00 170.00 204.00 160.0 0.42 HW 2.5
ST 20-MB20X135E 20.00 20.00 135.00 175.00 125.0 0.40 HW 3.0
ST 20-MB20X170E 20.00 20.00 170.00 210.00 160.0 0.69 HW 3.0
ST 20-MB20X210E 20.00 20.00 210.00 250.00 200.0 0.40 HW 3.0
ST 25-MB25X160E 25.00 25.00 160.00 210.00 160.0 0.40 HW 3.0
ST 25-MB25X205E 25.00 25.00 205.00 255.00 200.0 1.28 HW 3.0
ST 25-MB25X255E 25.00 25.00 255.00 305.00 250.0 1.55 HW 3.0
ST 32-MB32X195E 32.00 32.00 195.00 258.00 200.0 1.96 HW 4.0
ST 32-MB32X250E 32.00 32.00 250.00 313.00 250.0 2.50 HW 4.0
ST 32-MB32X315E 32.00 32.00 315.00 378.00 320.0 3.30 HW 4.0 МОДУЛЬНАЯ РАСТОЧНАЯ СИСТЕМА ITS BORE
• Убедитесь, что вес инструмента в собранном виде не превышает допустимую нагрузку на шпиндель станка.
(a)
MTT-MB Tt˚
Патрон для соединения MB
с хвостовиками с конусом DCONWS
Морзе DIN 228/B 1806
LPR
(a) Положение режущей кромки
Обозначение Tt° DCONWS LPR kg
MTT 5-MB63 MT5 63.00 65.00 2.16 HW 8.0
• Убедитесь, что вес инструмента в собранном виде не превышает допустимую нагрузку на шпиндель станка.
(a)
MTD-MB Tt˚
Патрон для соединения MB
с хвостовиками с конусом CRKS DCONWS
Морзе DIN 228/А 220
LPR
(a) Положение режущей кромки
Обозначение Tt° DCONWS LPR CRKS kg
MTD 4-MB50 MT4 50.00 63.00 M16 0.93 HW 6.0
MTD 4-MB50 SIP MT4 50.00 63.00 M14 0.98 HW 6.0
• Убедитесь, что вес инструмента в собранном виде не превышает допустимую нагрузку на шпиндель станка.
395