
Page 24 - Industrealize_brochure2022HOLE_MAKING_catalog
P. 24
МОДУЛЬНАЯ РАСТОЧНАЯ СИСТЕМА ITS BORE
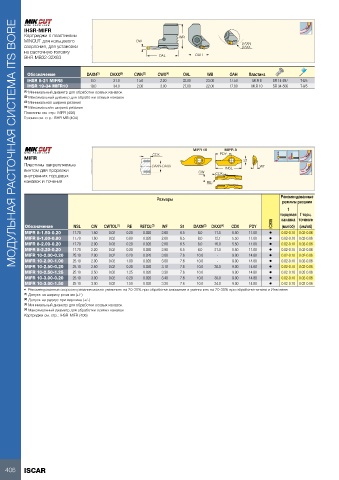
IHSR-MIFR
Картриджи с пластинами WB
MINCUT для кольцевого CW DAXN
сверления, для установки DAXX
на расточную головку OAH
BHR MB32-32X63 OAL
Обозначение DAXN (1) DAXX (2) CWN (3) CWX (4) OAL WB OAH Пластина
IHSR 8-21 MIFR8 8.0 21.0 1.50 2.20 32.00 23.00 17.50 MI.R 8 SR 14-297 T-8/5
IHSR 19-34 MIFR10 19.0 34.0 2.00 3.00 27.00 22.00 17.80 MI.R 10 SR 34-506 T-9/5
(1) Минимальный диаметр для обработки осевых канавок
(2) Максимальный диаметр для обработки осевых канавок
(3) Минимальная ширина резания
(4) Максимальная ширина резания
Пластины см. стр.: MIFR (406)
Головки см. стр.: BHR MB (404)
MIFR 10 MIFR 8
MIFR CDX PDY S1
Пластины закрепляемые DAXN-DAXX WF
винтом для прорезки CW INSL
внутренних торцевых CDX
канавок и точения RE
Размеры Рекомендованные
режимы резания
f
торцевая f торц.
IC908 канавка точение
Обозначение INSL CW CWTOL (1) RE RETOL (2) WF S1 DAXN (3) DAXX (4) CDX PDY (мм/об) (мм/об)
MIFR 8-1.50-0.20 17.70 1.50 0.02 0.20 0.020 2.60 6.5 8.0 11.5 5.50 11.00 • 0.02-0.10 0.02-0.06
MIFR 8-1.60-0.80 17.70 1.60 0.02 0.80 0.020 2.60 6.5 8.0 12.1 5.50 11.00 • 0.02-0.10 0.02-0.06
MIFR 8-2.00-0.20 17.70 2.00 0.02 0.20 0.020 2.80 6.5 8.0 16.0 5.50 11.00 • 0.02-0.10 0.02-0.06
MIFR 8-2.20-0.20 17.70 2.20 0.02 0.20 0.020 2.90 6.5 8.0 21.0 5.50 11.00 • 0.02-0.10 0.02-0.06
MIFR 10-2.00-0.20 25.10 2.00 0.02 0.20 0.020 3.00 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-2.00-1.00 25.10 2.00 0.02 1.00 0.020 3.00 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-2.50-0.20 25.10 2.50 0.02 0.20 0.020 3.10 7.6 10.0 30.0 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-2.50-1.25 25.10 2.50 0.02 1.25 0.020 3.30 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-3.00-0.20 25.10 3.00 0.02 0.20 0.020 3.40 7.6 10.0 30.0 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-3.00-1.50 25.10 3.00 0.02 1.50 0.020 3.30 7.6 10.0 34.0 9.00 14.80 • 0.02-0.10 0.02-0.06
• Рекомендованные скорости резания можно увеличить на 20-30% при обработке алюминия и уменьшить на 20-30% при обработке титана и Инконеля
(1) Допуск на ширину резания (+/-)
(2) Допуск на радиус при вершине (+/-)
(3) Минимальный диаметр для обработки осевых канавок
(4) Максимальный диаметр для обработки осевых канавок
Картриджи см. стр.: IHSR-MIFR (406)
406 ISCAR