
Page 53 - FAST_FEED_MILL_Brochure_INCH_2022
P. 53
Pocket Milling
• In pocket milling, machining from the center
to outside contour is preferable
• In ramping down by line or helix, depth of ramping
per pass should not exceed the maximum depth of cut
APMX and the ramping angle should not exceed the
maximum ramping angle RMPX
• In ramping down passes, it is recommended
to reduce feed per tooth fz by 30-40%
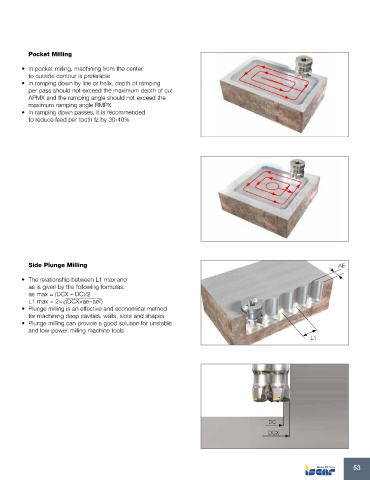
Side Plunge Milling AE
• The relationship between L1 max and
ae is given by the following formulas:
ae max = (DCX – DC)/2
L1 max = 2×√(DCX×ae−ae )
2
• Plunge milling is an effective and economical method
for machining deep cavities, walls, slots and shapes
• Plunge milling can provide a good solution for unstable
and low-power milling machine tools
L1
DC
DCX
53