
Page 75 - Solid_Brochure_2021_INCH
P. 75
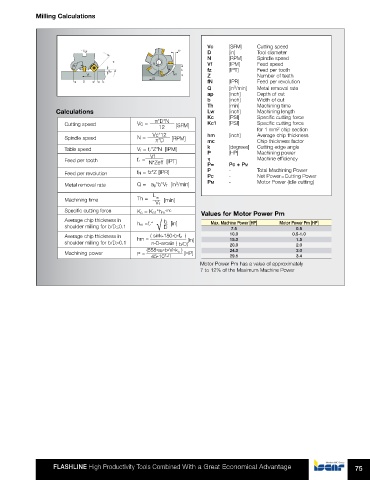
Milling Calculations
TEXT
Vc [SFM] Cutting speed
n fz D [in] Tool diameter
N [RPM] Spindle speed
κ
N n Vf [IPM] Feed speed
b fz [IPT] Feed per tooth
ap
Vf hm Z Number of teeth
Vf
D fz fN [IPR] Feed per revolution
3
Q [in /min] Metal removal rate
ap [inch] Depth of cut
b [inch] Width of cut
Th [min] Machining time
Calculations Lw [inch] Machining length
Kc [PSI] Specific cutting force
Cutting speed Vc = π*D*N [SFM] Kc1 [PSI] Specific cutting force
12 for 1 mm chip section
2
Spindle speed N = Vc*12 [RPM] hm [inch] Average chip thickness
π*D
mc
Chip thickness factor
Table speed Vf = fz*Z*N [IPM] k [degrees] Cutting edge angle
Vf P [HP] Machining power
Feed per tooth fz = N*Zeff [IPT] η Machine efficiency
P= Pc + Pm
Feed per revolution fN = fz*Z [IPR] P - - Total Machining Power
Pc
Net Power=Cutting Power
3
Metal removal rate Q = ap*b*Vf [in /min] Pm - Motor Power (idle cutting)
w
Machining time Th = L [min]
Vf
Specific cutting force Kc = Kc1*hm -mc Values for Motor Power Pm
√
Average chip thickness in hm ≈fz* [in] Max. Machine Power [HP] Motor Power Pm [HP]
b
shoulder milling for b/D≤0.1 D 7.5 0.5
Average chip thickness in hm = ( sink 180 b fz ) 10.0 0.5-1.0
* *
*
shoulder milling for b/D>0.1 π D arcsin ( b/D) [in] 15.0 1.5
* *
20.0
2.0
(558 ap b Vf k c ) 24.0 3.0
* * * *
Machining power P = 7 η [HP]
*
45 10 * 29.5 3.4
Motor Power Pm has a value of approximately
7 to 12% of the Maximum Machine Power
FLASHLINE High Productivity Tools Combined With a Great Economical Advantage 75