
Page 129 - HOLE_MAKING_CATALOG_INCH_2022_P237-P372
P. 129
USER GUIDE
Standard Gundrill Length Calculations
H Example GUNDRILLS
Drilling of a .394x19.7” depth hole on a gundrill machine
D with .984x2.756” driver code No. 57 (See page 363)
D=.394 W=19.7 LA=2.755 B=9.84 (or per experience)
N W B F LA L=N+W+B+F+LA
Ls L=(1.378-(.06x.394)+19.7+9.84+.394+2.755=33.464 (OAL)
L
Ls=N+W+B=30.315 (flute length)
Standard Gundrill Carbide Head Length
Ordering Code
H For example:
D and Ls are available as standard
STGD-10000-0858-57-IC08
Diameter range Head length
D
.098-.149 .787
.150-.159 .905
.160-.216 .984
D= Cutting diameter .217-.257 1.18
H= Carbide length .258-.435 1.37
N= Regrinding area = H-D .436-.722 1.57
W= Hole depth .723-.840 1.77
B= Chip evacuation area = For typical gundrill machines, 10” .841-.919 1.96
= For machining centers, 2xD (minimum .59”) .920-1.02 2.16
F= .394” 1.02-1.26 2.55
LA = Driver length Note: regrindable length=H-D
LS = Flute length
L= Overall length
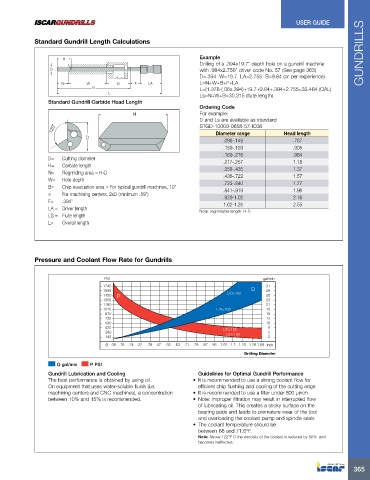
Pressure and Coolant Flow Rate for Gundrills
PSI gal/min
1740 Q 31
1595 29
1450 P L/D>100 26
1305 23
1160 21
1015 L/D<100 18
870 16
725 13
580 10
435 L/D>100 8
290 L/D<100 5
145 2
Ø .08 .16 .24 .32 .39 .47 .55 .63 .71 .79 .87 .95 1.02 1.1 1.18 1.26 1.58 inch
Drilling Diameter
Q gal/min P PSI
Gundrill Lubrication and Cooling Guidelines for Optimal Gundrill Performance
The best performance is obtained by using oil. • It is recommended to use a strong coolant flow for
On equipment that uses water-soluble fluids (i.e. efficient chip flushing and cooling of the cutting edge
machining centers and CNC machines), a concentration • It is recommended to use a filter under 800 μinch
between 10% and 15% is recommended. • Note: Improper filtration may result in interrupted flow
of lubricating oil. This creates a sticky surface on the
bearing pads and leads to premature wear of the tool
and overloading the coolant pump and spindle seals
• The coolant temperature should be
between 68 and 71.6°F.
Note: Above 122°F C the viscosity of the coolant is reduced by 50% and
becomes ineffective.
365