
Page 27 - ISCAR's solutions for Heavy Machining 2022
P. 27
Face Milling
Next to Square Shoulder
• It is recommended that the width of cut be
no more than diameter DC in order to prevent
tooth overloading, due to excess machining
allowance in cusps produced after stepdown
• Down (climb) milling is preferable
Entry into Material
• In milling, an approach cut by arc (“rolling in”)
is preferable. When a milling cutter enters a machined
material by use of an arc, chip thickness grows to
a maximum value progressively and then gradually
diminishes to zero. It significantly contributes to machining
stability, improves tool life, and reduces vibrations
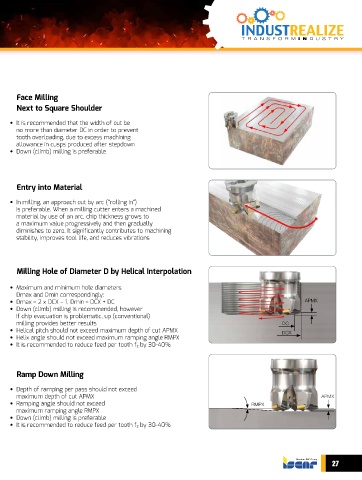
Milling Hole of Diameter D by Helical Interpolation
• Maximum and minimum hole diameters
Dmax and Dmin correspondingly:
• Dmax = 2 x DCX – 1, Dmin = DCX + DC APMX
• Down (climb) milling is recommended, however
if chip evacuation is problematic, up (conventional)
milling provides better results DC
• Helical pitch should not exceed maximum depth of cut APMX DCX
• Helix angle should not exceed maximum ramping angle RMPX
• It is recommended to reduce feed per tooth fz by 30-40%
Ramp Down Milling
• Depth of ramping per pass should not exceed
maximum depth of cut APMX APMX
• Ramping angle should not exceed RMPX
maximum ramping angle RMPX
• Down (climb) milling is preferable
• It is recommended to reduce feed per tooth fz by 30-40%
27