
Page 116 - MILLING_CATALOG_INCH_2022_P361-P592
P. 116
USER GUIDE
THREAD MILLING TOOLS
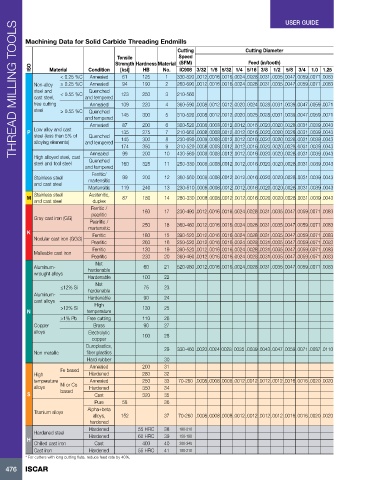
Machining Data for Solid Carbide Threading Endmills
Cutting Cutting Diameter
Tensile Speed
Strength Hardness Material (SFM) Feed (in/tooth)
ISO Material Condition [ksi] HB No. IC908 3/32 1/8 5/32 1/4 5/16 3/8 1/2 5/8 3/4 1.0 1.25
< 0.25 %C Annealed 61 125 1 330-820 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
Non-alloy ≥ 0.25 %C Annealed 94 190 2 260-690 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
steel and < 0.55 %C Quenched 123 250 3 210-560
cast steel, and tempered
free cutting Annealed 109 220 4 360-590 .0008 .0012 .0012 .0020 .0024 .0028 .0031 .0039 .0047 .0059 .0071
steel ≥ 0.55 %C Quenched
and tempered 145 300 5 310-520 .0008 .0012 .0012 .0020 .0025 .0028 .0031 .0039 .0047 .0059 .0071
Annealed 87 200 6 300-520 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
Low alloy and cast
P 135 275 7 210-660 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
steel (less than 5% of Quenched
alloying elements) and tempered 145 300 8 230-690 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
174 350 9 310-520 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
Annealed 99 200 10 430-560 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
High alloyed steel, cast
steel and tool steel Quenched 160 325 11 250-330 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
and tempered
Ferritic/
Stainless steel martensitic 99 200 12 360-560 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
and cast steel
Martensitic 119 240 13 230-510 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
Stainless steel Austenitic,
M 87 180 14 280-330 .0008 .0008 .0012 .0012 .0016 .0020 .0020 .0028 .0031 .0039 .0043
and cast steel duplex
Ferritic /
pearlitic 160 17 230-490 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
Gray cast iron (GG)
Pearlitic /
martensitic 250 18 360-460 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
K Ferritic 180 15 390-520 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
Nodular cast iron (GGG)
Pearlitic 260 16 250-520 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
Ferritic 130 19 390-520 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
Malleable cast iron
Pearlitic 230 20 360-460 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
Not
Aluminum- hardenable 60 21 520-980 .0012 .0016 .0016 .0024 .0028 .0031 .0035 .0047 .0059 .0071 .0083
wrought alloys
Hardenable 100 22
Not
≤12% Si hardenable 75 23
Aluminum- Hardenable 90 24
cast alloys
>12% Si High 130 25
N temperature
>1% Pb Free cutting 110 26
Copper Brass 90 27
alloys Electrolytic
copper 100 28
Duroplastics, 29 330-460 .0020 .0024 0028 0035 .0039 .0043 .0047 .0059 .0071 .0087 .0110
Non metallic fiber plastics
Hard rubber 30
Annealed 200 31
Fe based
High Hardened 280 32
temperature Annealed 250 33 70-260 .0008 .0008 .0008 .0012 .0012 .0012 .0012 .0016 .0016 .0020 .0020
alloys Ni or Co Hardened 350 34
S based Cast 320 35
Pure 58 36
Alpha+beta
Titanium alloys
alloys, 152 37 70-260 .0008 .0008 .0008 .0012 .0012 .0012 .0012 .0016 .0016 .0020 .0020
hardened
Hardened 55 HRC 38 180-210
Hardened steel
H Hardened 60 HRC 39 150-180
Chilled cast iron Cast 400 40 300-340
Cast iron Hardened 55 HRC 41 180-210
* For cutters with long cutting flute, reduce feed rate by 40%.
476 ISCAR