
Page 131 - Turning_catalog_INCH_2022_45_P261-508
P. 131
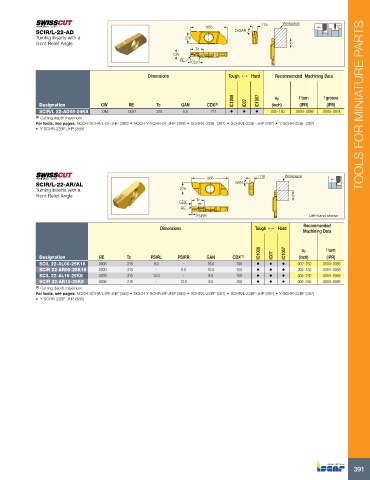
.118 Workpiece
SCIR/L-22-AD .866 2xGAN
Turning Inserts with a .276
Front Relief Angle Tc
Tc
CW
RE
CDX
Dimensions Tough 1 Hard Recommended Machining Data
IC1008 IC1007 ap f turn f groove
Designation CW RE Tc GAN CDX (1) IC07 (inch) (IPR) (IPR) TOOLS FOR MINIATURE PARTS
SCIR/L 22-AD08-24K8 .094 .0031 .315 8.0 .217 • • • .005-.150 .0004-.0059 .0004-.0024
(1) Cutting depth maximum
For tools, see pages: NQCH-SCHR/L-BF-JHP (388) • NQCH-Y-SCHR-BF-JHP (388) • SCHR/L-22BF (387) • SCHR/L-22BF-JHP (387) • Y-SCHR-22BF (387)
• Y-SCHR-22BF-JHP (388)
.866 .118 Workpiece
SCIR/L-22-AR/AL GAN
Turning Inserts with a .276
Front Relief Angle Tc
CDX Tc
RE
PSIRR Left-hand shown
Recommended
Dimensions Tough 1 Hard
Machining Data
IC1008 IC1007 ap f turn
Designation RE Tc PSIRL PSIRR GAN CDX (1) IC07 (inch) (IPR)
SCIL 22-AL00-25K16 .0000 .315 8.0 - 16.0 .150 • • • .002-.150 .0004-.0059
SCIR 22-AR00-25K16 .0000 .315 - 8.0 16.0 .150 • • • .002-.150 .0004-.0059
SCIL 22-AL10-25K8 .0039 .315 12.0 - 8.0 .150 • • • .005-.150 .0004-.0059
SCIR 22-AR10-25K8 .0039 .315 - 12.0 8.0 .150 • • • .005-.150 .0004-.0059
(1) Cutting depth maximum
For tools, see pages: NQCH-SCHR/L-BF-JHP (388) • NQCH-Y-SCHR-BF-JHP (388) • SCHR/L-22BF (387) • SCHR/L-22BF-JHP (387) • Y-SCHR-22BF (387)
• Y-SCHR-22BF-JHP (388)
391