
Page 218 - HOLEMAKING_catalog_JP_2022
P. 218
ユーザーガイド
リル
ド 切屑形状
刃先交換式 深穴加工用
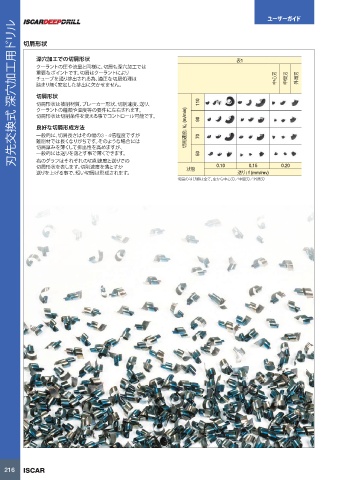
深穴加工での切屑形状 表1
クーラントの圧や流量と同様に、切屑も深穴加工では
重要なポイントです。切屑はクーラントにより
チューブを通り排出される為、適正な切屑処理は 中心刃 中間刃 外周刃
詰まり無く安定した排出に欠かせません。
切屑形状
切屑形状は被削材質、ブレーカー形状、切削速度、送り、 110
クーラントの種類や温度等の要件に左右されます。
切屑形状は切削条件を変える事でコントロール可能です。 90
良好な切屑形成方法 切削速度: Vc (m/min)
一般的に、切屑長さはその幅の3.-.4倍程度ですが 70
難削材では長くなりがちです。そのような場合には
切屑厚みを薄くして排出性を高めますが、
一般的には送りを落とす事で薄くできます。 50
右のグラフはそれぞれの切削速度と送りでの
切屑形状を表します。切削速度を落とすか 状態 0.10 0.15 0.20
送りを上げる事で、短い切屑は形成されます。 送り: f (mm/rev)
切屑の並び順は全て、左から中心刃/中間刃/外周刃
216 ISCAR
13/09/2022 10:02:12
HOLE MAKING CATALOG_jp.indb 216
HOLE MAKING CATALOG_jp.indb 216 13/09/2022 10:02:12