
Page 291 - HOLEMAKING_catalog_JP_2022
P. 291
ユーザーガイド
リル
ガンド
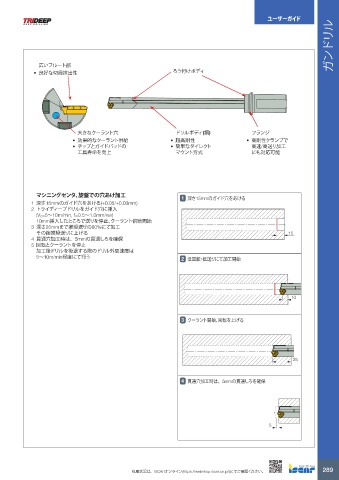
広いフルート部
寸法
•. 良好な切屑排出性. ろう付けボディ
IC908
型番 IC RE PL S
LOGT 060204R-DT 7.00 0.40 1.80 2.00 •
•. 【販売単位】.10個
•. 【チップ材質】.PVDコーティング:IC908
適合工具:.GD-DH.(12-13.5).(283頁).•.GD-DHL.(284頁)
大きなクーラント穴 ドリルボディ(鋼) フランジ
෦
ܕ൪ νοϓεΫϦϡʔ τϧΫεΩʔ Nm •. 効果的なクーラント供給 •. 超高剛性 •. 高剛性クランプで
LOGT 060204R-DT SR 10503833L040 T-7F 0.9 •. チップとガイドパッドの •. 簡単なダイレクト 高速/高送り加工
工具寿命を向上 マウント方式 にも対応可能
マシニングセンタ、旋盤での穴あけ加工
1 深さ15mmのガイド穴をあける
1. 深さ15mmのガイド穴をあける(+0.05/+0.03mm)
2. トライディープドリルをガイド穴に挿入
(Vc=5~10m/min,.f=0.5~1.0mm/rev).
10mm挿入したところで送りを停止、クーラント供給開始
3. 深さ25mmまで推奨送りの80%にて加工
その後推奨送りに上げる 15
4. 貫通穴加工時は、5mmの貫通しろを確保
5. 回転とクーラントを停止
加工後ドリルを後退する際のドリル外周速度は
5~10m/min程度にて行う
2 低回転・低送りにて加工開始
10
3 クーラント開始、回転を上げる
RE
図 1 図 2 S
IC
PL ワイパー
25
寸法
4 貫通穴加工時は、5mmの貫通しろを確保
IC908
型番 IC RE PL S 図
TOGT 070304-GF 7.69 0.40 1.95 2.30 1 •
TOGT 080305-GF 8.55 0.50 2.20 2.80 1 •
TOGT 090305-GF 8.32 0.50 3.00 3.00 2 •
TOGT 100305-GF 9.23 0.50 3.20 3.30 2 •
TOGT 110405-GF 10.40 0.50 3.40 3.80 2 • 5
TOGT 120405-GF 11.59 0.50 3.60 4.30 2 •
TOGT 130408-GF 12.85 0.80 4.57 4.76 2 •
•. 【販売単位】.10個
•. 【チップ材質】.PVDコーティング:IC908
適合工具:.DDD-EF-FT.(193頁).•.DSD-EF-FT.(192頁).•.DSD-IF-FT.(192頁).•.GD-DH.(285頁).•.GDH-MKT.(287頁)
289
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
HOLE MAKING CATALOG_jp.indb 289 13/09/2022 10:03:17
HOLE MAKING CATALOG_jp.indb 289
13/09/2022 10:03:17