
Page 344 - HOLEMAKING_catalog_JP_2022
P. 344
ユーザーガイド
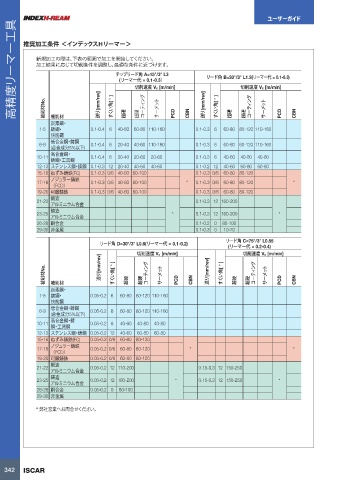
ーマー工具 推奨加工条件 <インデックスHリーマー>
新規加工の際は、下表の範囲で加工を開始してください。
加工結果に応じて切削条件を調整し、最適な条件に近づけます。
高精度リ 被削材No. 送り[mm/rev] すくい角[ ° ] チップリード角 A=15°/3° L3 送り[mm/rev] リード角 B=30°/3° L1.3(リーマー代 = 0.1-0.3)
(リーマー代 = 0.1-0.3)
切削速度 Vc [m/min]
切削速度 Vc [m/min]
コーティ ング
コーテ ィ ング
すくい角[ ° ]
サーメット
サーメット
被削材
炭素鋼・ 超硬 超硬 PCD CBN 超硬 超硬 PCD CBN
1-5 鋳鋼・ 0.1-0.4 6 40-60 60-80 110-160 0.1-0.3 6 60-80 80-120 110-160
快削鋼
低合金鋼・鋳鋼
6-9 0.1-0.4 6 20-40 40-60 110-160 0.1-0.3 6 60-80 80-120 110-160
(合金成分5%以下)
高合金鋼・
10-11 0.1-0.4 6 20-40 20-60 20-60 0.1-0.3 6 40-60 40-80 40-80
鋳鋼・工具鋼
12-13 ステンレス鋼・鋳鋼 0.1-0.3 12 20-40 40-60 40-60 0.1-0.2 12 40-60 60-80 60-80
15-16 ねずみ鋳鉄(FC) 0.1-0.3 0/6 40-60 60-100 0.1-0.3 0/6 60-80 80-120
ノジュラ-鋳鉄
17-18 0.1-0.3 0/6 40-60 60-100 * 0.1-0.3 0/6 60-80 80-120 *
(FCD)
19-20 可鍛鋳鉄 0.1-0.3 0/6 40-60 60-100 0.1-0.3 0/6 60-80 80-120
鍛造
21-22 0.1-0.3 12 160-200
アルミニウム合金
鋳造
23-25 * 0.1-0.3 12 160-200 *
アルミニウム合金
26-28 銅合金 0.1-0.2 0 80-100
29-30 非金属 0.1-0.3 0 10-70
リード角 C=75°/3° L0.55
リード角 D=30°/3° L0.6(リーマー代 = 0.1-0.2)
(リーマー代 = 0.2-0.4)
切削速度 Vc [m/min] 切削速度 Vc [m/min]
被削材No. 送り[mm/rev] すくい角[ ° ] 超硬 超硬 コーテ ィ ング サーメット PCD CBN 送り[mm/rev] すくい角[ ° ] 超硬 超硬 コーテ ィ ング サーメット PCD CBN
被削材
炭素鋼・
1-5 鋳鋼・ 0.05-0.2 6 60-80 80-120 110-160
快削鋼
低合金鋼・鋳鋼
6-9 0.05-0.2 6 60-80 80-120 110-160
(合金成分5%以下)
高合金鋼・鋳
10-11 0.05-0.2 6 40-60 40-80 40-80
鋼・工具鋼
12-13 ステンレス鋼・鋳鋼 0.05-0.2 12 40-60 60-80 60-80
15-16 ねずみ鋳鉄(FC) 0.05-0.2 0/6 60-80 80-120
ノジュラ-鋳鉄
17-18 0.05-0.2 0/6 60-80 80-120 * *
(FCD)
19-20 可鍛鋳鉄 0.05-0.2 0/6 60-80 80-120
鍛造
21-22 0.05-0.2 12 110-200 0.15-0.3 12 150-250
アルミニウム合金
鋳造
23-25 0.05-0.2 12 180-200 * 0.15-0.3 12 150-250 *
アルミニウム合金
26-28 銅合金 0.05-0.2 0 80-100
29-30 非金属
* 弊社営業へお問合せください。
342 ISCAR
13/09/2022 10:04:30
HOLE MAKING CATALOG_jp.indb 342
HOLE MAKING CATALOG_jp.indb 342 13/09/2022 10:04:30