
Page 479 - HOLEMAKING_catalog_JP_2022
P. 479
ユーザーガイド
ユ ー ザ ー ガ イド
推奨加工条件 <BHR 粗ボーリング加工> 推奨加工条件 <BHC ボーリングヘッド> ITS BORE ITS BORE
加工径 加工径 加工径 送り f=mm/rev 切込み深さap mm
18-28 28-50 50-68 ISO 被削材 加工深さ/加工径 加工全体 Vc=m/min RE=0.2 RE=0.4 チップ材質 仕上加工 Ø28-Ø46 Ø46-Ø75 Ø75-Ø160
粗加工
切削速度
の剛性
突出し長さ
ISO 被削材 硬度 LDRED/BDRED ap(mm) 0.5-1.5 1.5-2.5 0.5-1.5 1.5-2.5 0.5-2.0 1.2-3.0 炭素鋼 HB LDRED/BDRED = 2.5 良好 160-250 0.1-0.2 0.1-0.2 IC807, IC908,
HB
RE
0.2-0.4
0.4
0.2-0.4
0.4
0.4-0.8
0.2-0.4
LDRED/BDRED = 4
普通
0.1-0.2 0.1-0.2
2.5 Vc (m/min) 200-300 240-350 200-300 240-350 200-300 240-35 < 200 LDRED/BDRED = 6.3 剛性不良 120-180 *0.1-0.15 0.1-0.2 IC520N, IC20N, 0.15-0.3 1.5 2 2.5
70-100
••• f (mm/rev) 0.06-0.2 0.06-0.25 0.06-0.2 0.06-0.25 0.06-0.25 0.06-0.3 P 炭素鋼 HB LDRED/BDRED = 2.5 良好 140-200 0.1-0.2 0.1-0.2 IC30N, IC8150,
アルミニウム/ >12%Si 4 Vc (m/min) 150-220 150-220 150-220 150-220 150-220 150-220 > 200 LDRED/BDRED = 4 普通 100-160 0.1-0.2 0.1-0.2 IC8250, IC3028 0.15-0.3 1.5 2 2.5
鋳造 •• f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 LDRED/BDRED = 6.3 剛性不良 70-100 *0.1-0.15 0.1-0.2
6.3 Vc (m/min) 60-100 60-100 60-100 60-100 60-100 60-100 M SUS LDRED/BDRED = 2.5 良好 100-140 0.1-0.2 0.1 -0.2 IC807, IC30N, 0.15-0.3 1.5 2 2.5
80-110
0.1-0.2 0.1 -0.2
LDRED/BDRED = 4
普通
• f (mm/rev) 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 304-316 LDRED/BDRED = 6.3 剛性不良 60-90 *0.1-0.15 0.1-0.2 IC3028
N
2.5 Vc (m/min) 180-250 220-280 180-250 220-280 180-250 220-280 LDRED/BDRED = 2.5 良好 120-160 0.1-0.2 0.1 -0.2 IB55, IC908,
••• f (mm/rev) 0.06-0.2 0.06-0.25 0.06-0.25 0.06-0.25 0.06-0.25 0.06-0.3 K 鋳鉄 LDRED/BDRED = 4 普通 90-120 0.1-0.2 0.1 -0.2 IC5005, IC428 0.15-0.3 2 2.5 3
60-90
アルミニウム/ <12%Si 4 Vc (m/min) 120-220 120-220 120-220 120-220 120-220 120-220 LDRED/BDRED = 6.3 剛性不良 250-350 *0.1-0.15 0.1-0.2
良好
LDRED/BDRED = 2.5
0.1-0.2 0.1-0.2
鋳造 •• f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.25 N アルミニウム LDRED/BDRED = 4 普通 160-250 0.1-0.2 0.1-0.2 ID5, IC20 0.15-0.3 2 2.5 3
6.3 Vc (m/min) 60-100 60-100 60-100 60-100 60-100 60-100 LDRED/BDRED = 6.3 剛性不良 100-150 *0.1-0.15 0.1-0.2
• f (mm/rev) 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 * 仕上げ加工用チップ使用時
** 粗用と仕上用で、同じコーナーRのチップをご使用ください。
加工径 加工径 加工径
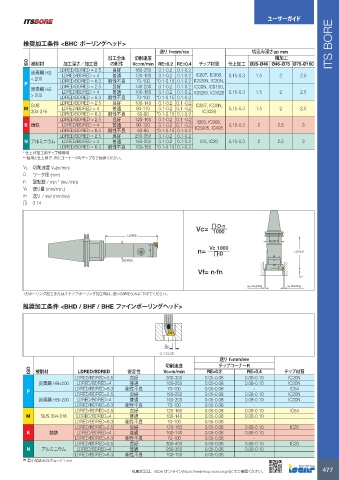
68-120 120-200 200-500 Vc 切削速度 Vc(m/min)
硬度 突出し長さ ap(mm) 0.8-3.0 1.8-4.0 0.8-3.0 2.0-4.0 0.8-3.0 2.0-4.5 D ワーク径 (mm)
ISO 被削材 HB LDRED/BDRED RE 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 n 回転数 / min (rev./min)
-1
2.5 Vc (m/min) 200-300 240-350 200-300 240-350 200-300 240-350 Vf 送り量 (mm/min.)
••• f (mm/rev) 0.06-0.25 0.06-0.3 0.06-0.25 0.06-0.4 0.06-0.25 0.06-0.4 fn 送り / rev/ (mm/rev)
アルミニウム/ >12%Si 4 Vc (m/min) 150-220 150-220 150-220 150-220 N.R N.R ∏ 3.14
鋳造 •• f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2
6.3 Vc (m/min) 60-100 60-100 N.R N.R N.R N.R
• f (mm/rev) 0.06-0.1 0.06-0.1
N ∏·D·n
2.5 Vc (m/min) 180-250 220-280 180-250 220-280 180-250 220-280 Vc= 1000
••• f (mm/rev) 0.06-0.25 0.06-0.3 0.06-0.3 0.06-0.4 0.06-0.3 0.06-0.4 LDRED
アルミニウム/ <12%Si 4 Vc (m/min) 120-220 120-220 120-220 120-220 N.R N.R BDRED
鋳造 •• f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 .0015 0 .0005 .001 n= Vc 1000 LDRED
∏·D
6.3 Vc (m/min) 60-100 60-100 N.R N.R N.R N.R BDRED
• f (mm/rev) 0.06-0.1 0.06-0.1
N.R. = 非推奨 Vf= n·fn
安定性 0.2
••• 良好 ap roughing ap finishing
•• 普通
• 不安定 1刃ボーリング加工またはステップボーリング加工時は、送りの値を50%に下げてください。
推奨加工条件 <BHD / BHF / BHE ファインボーリングヘッド>
加工条件
BHR 粗加工用ボーリングヘッド
Ø Ø
ap
0.1-0.25
A A
A1 A 送り f=mm/rev
IHSR
IHSR IHSR 切削速度 チップコーナーR
IHCR IHSR ISO 被削材 LDRED/BDRED 安定性 Vc=m/min RE=0.2 RE=0.4 チップ材質
2枚刃を同径にセットした場合 2枚刃を軸方向径方向ともに位置をずらした場合(1枚刃送り計算) LDRED/BDRED=2.5 良好 200-300 0.05-0.08 0.08-0.10 IC20N
炭素鋼 HB<200 LDRED/BDRED=4 普通 160-250 0.05-0.08 0.08-0.10 IC30N
BDRED B 下穴径 ap (鋼) ap (鋳鉄、アルミニウム) P LDRED/BDRED=6.3 剛性不良 70-100 0.05-0.08 - IC54
18-28 切込み深さ - 1.5-2 切込み深さ - 2-2.5 LDRED/BDRED=2.5 良好 160-250 0.05-0.08 0.08-0.10 IC20N
28-50 切込み深さ - 2-3 切込み深さ - 2.5-3.5 炭素鋼 HB<200 LDRED/BDRED=4 普通 150-200 0.05-0.08 0.08-0.10 IC30N
50-68 切込み深さ - 3-4 切込み深さ - 3.5-5 LDRED/BDRED=6.3 剛性不良 70-100 0.05-0.08 -
B ap 68-200 切込み深さ - 4-5 切込み深さ - 5-7 LDRED/BDRED=2.5 良好 120-160 0.05-0.08 0.08-0.10 IC54
200-500 切込み深さ - 5-6 切込み深さ - 6-8 M SUS 304-316 LDRED/BDRED=4 普通 100-140 0.05-0.08 0.08-0.10
下穴径(B)≥ボーリング加工設定径(d)を確認してください LDRED/BDRED=6.3 剛性不良 70-100 0.05-0.08 -
LDRED/BDRED=2.5 良好 120-160 0.05-0.08 0.08-0.10 IC20
K 鋳鉄 LDRED/BDRED=4 普通 100-140 0.05-0.08 0.08-0.10
LDRED/BDRED=6.3 剛性不良 70-100 0.05-0.08 -
LDRED/BDRED=2.5 良好 300-400 0.05-0.08 0.08-0.10 IC20
N アルミニウム LDRED/BDRED=4 普通 250-350 0.05-0.08 0.08-0.10
LDRED/BDRED=6.3 剛性不良 100-150 0.05-0.08 -
(1) 最小切込み深さap=0.1 mm
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
在庫状況は 、 ISC AR オ ンライ ン (https://webshop.iscar .co.jp/) に て ご 確 認 く ださ い。 477
13/09/2022 10:07:32
HOLE MAKING CATALOG_jp.indb 477 13/09/2022 10:07:32
HOLE MAKING CATALOG_jp.indb 477