
Page 70 - HOLEMAKING_catalog_JP_2022
P. 70
ユーザーガイド
刃先交換式穴あけ工具
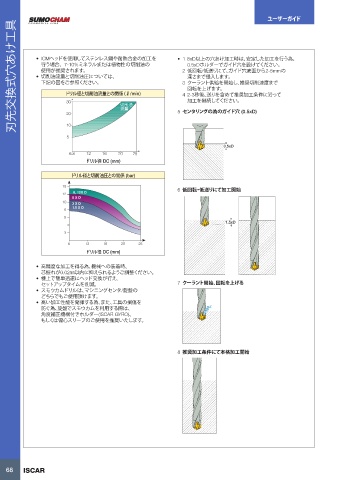
• ICMヘッドを使用してステンレス鋼や耐熱合金の加工を • 1 8xD以上の穴あけ加工時は、安定した加工を行う為、
行う場合、7-10%ミネラルまたは植物性の切削油の 0.5xDホルダーでガイド穴を設けてください。
使用が推奨されます。 2 低回転/低送りにて、ガイド穴底面から2-5mmの
• 切削油流量と切削油圧については、 深さまで侵入します。
下記の図をご参照ください。 3 クーラント供給を開始し、推奨切削速度まで
回転を上げます。
ドリル径と切削油流量との関係 (ℓ/min) 4 2-3秒後、送りを含めて推奨加工条件に沿って
30 加工を継続してください。
切削油
流量
20 5 センタリングの為のガイド穴 (0.5xD)
10
5
0.5xD
6.8 12 16 20 25
ドリル径 DC (mm)
ドリル径と切削油圧との関係 (bar)
15
6 低回転・低送りにて加工開始
12 8, 12X D
5 X D
10
3 X D
8 1.5 X D
5
1.5xD
3
6 12 16 20 25
ドリル径 DC (mm)
• 高精度な加工を得る為、機械への装着時、
芯振れが0.02㎜以内に抑えられるようご調整ください。
• 機上で簡単迅速にヘッド交換が行え、
セットアップタイムを削減。 7 クーラント開始、回転を上げる
• スモウカムドリルは、マシニングセンタ/旋盤の
どちらでもご使用頂けます。
• 高い加工性能を発揮する為、また、工具の損傷を
防ぐ為、旋盤でスモウカムを利用する際は、
角度補正機構付きホルダー(ISCAR GYRO)、
もしくは偏心スリーブのご使用を推奨いたします。
8 推奨加工条件にて本格加工開始
68 ISCAR
13/09/2022 09:58:41
HOLE MAKING CATALOG_jp.indb 68 13/09/2022 09:58:41
HOLE MAKING CATALOG_jp.indb 68