
Page 77 - Aluminum_Machining_catalog_2023
P. 77
USER GUIDE
TAPS
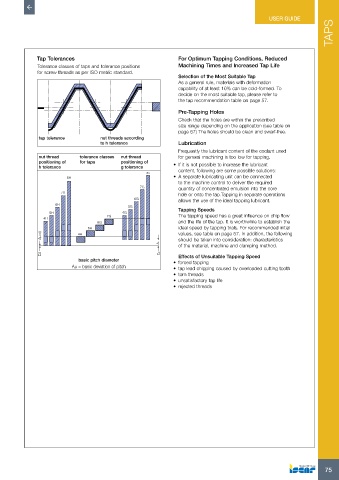
Tap Tolerances For Optimum Tapping Conditions, Reduced
Tolerance classes of taps and tolerance positions Machining Times and Increased Tap Life
for screw threads as per ISO metric standard.
Selection of the Most Suitable Tap
As a general rule, materials with deformation
capability of at least 10% can be cold-formed. To
decide on the most suitable tap, please refer to
the tap recommendation table on page 57.
Pre-Tapping Holes
Check that the holes are within the prescribed
size range depending on the application (see table on
page 67) The holes should be clean and swarf-free.
tap tolerance nut threads according
to h tolerance Lubrication
Frequently the lubricant content of the coolant used
nut thread tolerance classes nut thread for general machining is too low for tapping.
positioning of for taps positioning of • If it is not possible to increase the lubricant
h tolerance g tolerance
content, following are some possible solutions:
8H • A separate Iubricating unit can be connected
to the machine control to deliver the required
7G quantity of concentrated emulsion into the core
7H hole or onto the tap.Tapping in separate operations
6G allows the use of the ideal tapping lubricant.
6H 5G
5H 4G Tapping Speeds
4H 7G The tapping speed has a great influence on chip flow
6G and the life of the tap. It is worthwhile to establish the
6H ideal speed by tapping trials. For recommended initial
=0 4H values, see table on page 57. In addition, the following
Au should be taken into consideration: characteristics
Au
of the material, machine and clamping method.
D2 D2 Effects of Unsuitable Tapping Speed
basic pitch diameter • forced tapping
Au = basic deviation of pitch • tap lead chipping caused by overloaded cutting tooth
• torn threads
• unsatisfactory tap life
• rejected threads
75