
Page 131 - THREADING CATALOG
P. 131
±0.025 5
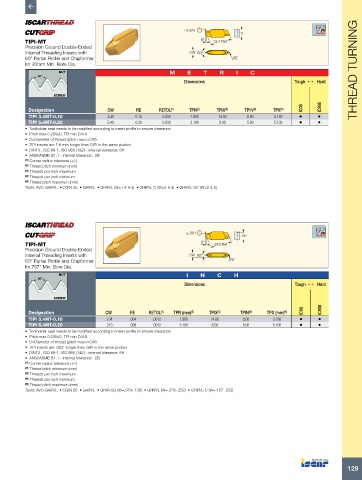
TIPI-MT 8° 15.7 Ref
Precision Ground Double-Ended
Internal Threading Inserts with CW 60°
60° Partial Profile and Chipformer RE
for 20mm Min. Bore Dia.
NUT M E T R I C THREAD TURNING
60°
Dimensions Tough 1 Hard
SCREW
Designation CW RE RETOL (1) TPN (2) TPIX (3) TPIN (4) TPX (5) IC08 IC908
TIPI 3.4MT-0.10 3.40 0.10 0.030 1.800 14.00 8.00 3.180 • •
TIPI 5.4MT-0.20 5.40 0.20 0.030 3.190 8.00 5.00 5.100 • •
• Toolholder seat needs to be modified according to insert profile to ensure clearance
• Pitch max 0.205xD, TPI min D/4.8
• D=Diameter of thread (pitch max<=CW)
• TIPI inserts are 1.6 mm longer than GIPI in the same pocket
• DIN13 , ISO 68-1, ISO 965 (1&2) - internal tolerance: 6H
• ANSI/ASME B1.1 - internal tolerance: 2B
(1) Corner radius tolerance (+/-)
(2) Thread pitch minimum (mm)
(3) Threads per inch maximum
(4) Threads per inch minimum
(5) Thread pitch maximum (mm)
Tools: AVC-GAIR/L • CGIN 26 • GAIR/L • GHIR/L (W=1.9-6.4) • GHIR/L-C (W=4-6.4) • GHIR/L-SC (W=2-4.8)
±.001 .197
TIPI-MT 8° .618 Ref
Precision Ground Double-Ended
Internal Threading Inserts with CW 60°
60° Partial Profile and Chipformer RE
for.787" Min. Bore Dia.
NUT I N C H
60°
Dimensions Tough 1 Hard
SCREW
Designation CW RE RETOL (1) TPN (mm) (2) TPIX (3) TPIN (4) TPX (mm) (5) IC08 IC908
TIPI 3.4MT-0.10 .134 .004 .0012 1.800 14.00 8.00 3.180 • •
TIPI 5.4MT-0.20 .213 .008 .0012 3.190 8.00 5.00 5.100 • •
• Toolholder seat needs to be modified according to insert profile to ensure clearance
• Pitch max 0.205xD, TPI min D/4.8
• D=Diameter of thread (pitch max<=CW)
• TIPI inserts are .063" longer than GIPI in the same pocket
• DIN13 , ISO 68-1, ISO 965 (1&2) - internal tolerance: 6H
• ANSI/ASME B1.1 - internal tolerance: 2B
(1) Corner radius tolerance (+/-)
(2) Thread pitch minimum (mm)
(3) Threads per inch maximum
(4) Threads per inch minimum
(5) Thread pitch maximum (mm)
Tools: AVC-GAIR/L • CGIN 26 • GAIR/L • GHIR-SC (W=.079-.138) • GHIR/L (W=.078-.252) • GHIR/L-C (W=.157-.252)
129