
Page 20 - Iscar Intercambiadores de Calor es
P. 20
Informe de Pruebas de Rentabilidad
Intercambiadores de Calor
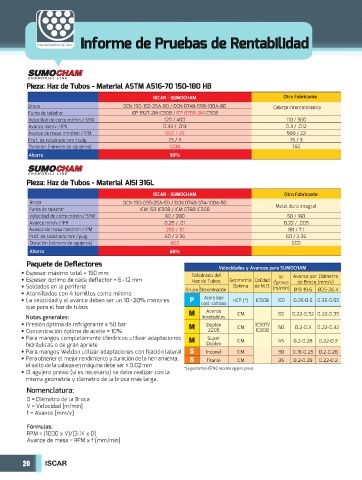
Pieza: Haz de Tubos - Material ASTM A516-70 150-180 HB
ISCAR - SUMOCHAM Otro Fabricante
Broca DCN 190-152-25A-8D / DCN 0748-598-100A-8D Cabeza intercambiable
Punta de taladrar ICP 1927-2M IC908 / ICP 0759-2M IC908
Velocidad de corte m/min / SFM 120 / 400 110 / 360
Avance mm/v / IPR 0.33 / .013 0.3 / .012
Avance de mesa mm/min / IPM 660 / 26 560 / 22
Prof. de taladrado mm / pulg 75 / 3 75 / 3
Duración (número de agujeros) 1000 750
Ahorro 50%
Pieza: Haz de Tubos - Material AISI 316L
ISCAR - SUMOCHAM Otro Fabricante
Broca DCN 190-095-25A-5D / DCN 0748-374-100A-5D
Punta de taladrar ICM 193 IC908 / ICM 0760 IC908 Metal duro integral
Velocidad de corte m/min / SFM 60 / 200 50 / 160
Avance mm/v / IPR 0.25 / .01 0.22 / .009
Avance de mesa mm/min / IPM 250 / 10 181 / 7.1
Prof. de taladrado mm / pulg 60 / 2.36 60 / 2.36
Duración (número de agujeros) 800 600
Ahorro 66%
Paquete de Deflectores
• Espesor máximo total = 150 mm Taladrado del Velocidades y Avances para SUMOCHAM
Vc
• Espesor óptimo de cada deflector = 6÷12 mm Haz de Tubos Geometría Calidad Óptima Avance por Diámetro
de Broca (mm/v)
• Soldados en la periferia Grupo Denominación Óptima de M.D. (m/min) Ø19-19.6 Ø25-26.4
• Atornillados con 4 tornillos como mínimo
Acero bajo
• La velocidad y el avance deben ser un 10÷20% menores P cont. carbono HCP (*) IC908 150 0.35-0.5 0.35-0.55
que para el haz de tubos
M Aceros ICM 60 0.22-0.32 0.22-0.35
Notas generales: Inoxidables
• Presión óptima de refrigerante ≥ 50 bar M Dúplex ICM IC907/ 50 0.2-0.3 0.22-0.32
• Concentración óptima de aceite = 10% 2205 IC908
• Para mangos completamente cilíndricos utilizar adaptaciones M Súper ICM 45 0.2-0.28 0.22-0.3
hidráulicas o de gran apriete Dúplex
• Para mangos Weldon utilizar adaptaciones con fijación lateral S Inconel ICM 30 0.18-0.25 0.2-0.28
• Para obtener el mejor rendimiento y duración de la herramienta, S Titanio ICM 35 0.2-0.28 0.22-0.3
el salto de la cabeza en máquina debe ser ≤ 0.02 mm
• El agujero previo (si es necesario) se debe realizar con la * La geometría HCP NO necesita agujero previo
misma geometría y diámetro de la broca más larga.
Nomenclatura:
D = Diámetro de la Broca
V = Velocidad [m/min]
f = Avance [mm/v]
Fórmulas:
RPM = (1000 x V)/(3.14 x D)
Avance de mesa = RPM x f [mm/min]
20 ISCAR