
Page 75 - Multi-Master Catalog
P. 75
USER GUIDE Engineered for
Performance
MAXIMUM
MULTI-MASTER
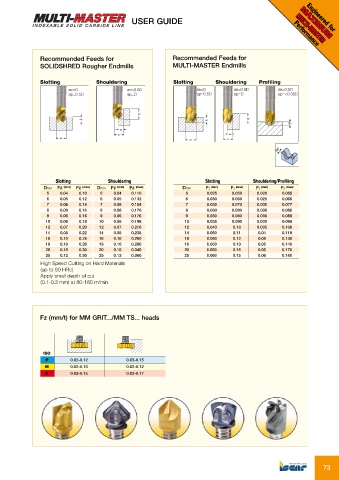
Recommended Feeds for Recommended Feeds for
SOLIDSHRED Rougher Endmills MULTI-MASTER Endmills
Slotting Shouldering Slotting Shouldering Profiling
ae=D ae=0.5D ae=D ae=0.5D ae=0.5D
ap=0.5D ap=D ap=0.5D ap=D ap=<0.05D
ap
ap ap ap
ap
a ap
ae
D ae ae
ae
ae D
ae
Slotting Shouldering Slotting Shouldering/Profiling
Dmm Fz (min) Fz (max) Dmm Fz (min) Fz (max) Dmm Fz (min) Fz (max) Fz (min) Fz (max)
5 0.04 0.10 5 0.04 0.110 5 0.025 0.050 0.020 0.055
6 0.05 0.12 6 0.05 0.132 6 0.030 0.060 0.025 0.066
7 0.06 0.14 7 0.06 0.154 7 0.030 0.070 0.030 0.077
8 0.06 0.16 8 0.06 0.176 8 0.030 0.080 0.030 0.088
9 0.06 0.16 9 0.06 0.176 9 0.030 0.080 0.030 0.088
10 0.06 0.18 10 0.06 0.196 10 0.035 0.090 0.030 0.098
12 0.07 0.20 12 0.07 0.216 12 0.040 0.10 0.035 0.108
14 0.08 0.22 14 0.08 0.238 14 0.050 0.11 0.04 0.119
16 0.10 0.24 16 0.10 0.260 16 0.050 0.12 0.05 0.130
18 0.10 0.26 18 0.10 0.280 18 0.050 0.13 0.05 0.140
20 0.10 0.30 20 0.10 0.340 20 0.050 0.15 0.05 0.170
25 0.12 0.30 25 0.12 0.360 25 0.060 0.15 0.06 0.180
High Speed Cutting on Hard Materials
(up to 60 HRc)
Apply small depth of cut
(0.1-0.3 mm) at 80-160 m/min
Fz (mm/t) for MM GRIT.../MM TS... heads
ISO
P 0.02-0.12 0.03-0.15
M 0.02-0.10 0.02-0.12
K 0.02-0.15 0.03-0.17
73