
Page 67 - HOLE MAKING CATALOG p311-382
P. 67
General Recommendations (Regrinding) USER GUIDE TAPS
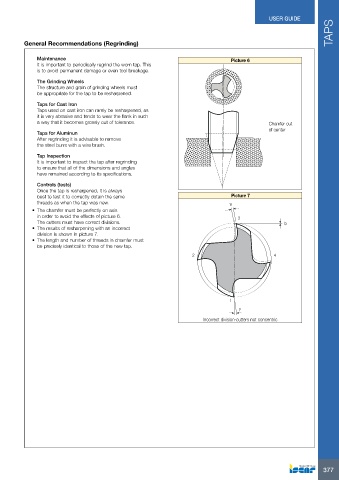
Maintenance Picture 6
It is important to periodically regrind the worn tap. This
is to avoid permanent damage or even tool breakage. Chamfer out
of center
The Grinding Wheels
The structure and grain of grinding wheels must Picture 7
be appropriate for the tap to be resharpened. a
Taps for Cast Iron 3
Taps used on cast iron can rarely be resharpened, as
it is very abrasive and tends to wear the flank in such b
a way that it becomes grossly out of tolerance.
Taps for Aluminun
After regrinding it is advisable to remove
the steel burrs with a wire brush.
Tap Inspection
It is important to inspect the tap after regrinding
to ensure that all of the dimensions and angles
have remained according to its specifications.
Controls (tests)
Once the tap is resharpened, it is always
best to test it to correctly obtain the same
threads as when the tap was new.
• The chamfer must be perfectly on axis
in order to avoid the effects of picture 6.
The cutters must have correct divisions.
• The results of resharpening with an incorrect
division is shown in picture 7.
• The length and number of threads in chamfer must
be precisely identical to those of the new tap.
24
1
γ
Incorrect division-cutters not concentric
377