
Page 71 - MILLING CATALOG p001-094
P. 71
KAPR THSZMS Rd° IC908
DCONMS IC903
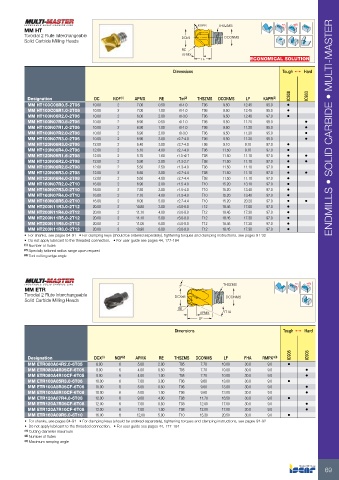
MM HT DCh9
Torodial 2 Flute Interchangeable ENDMILLS • SOLID CARBIDE • MULTI-MASTER
Solid Carbide Milling Heads
RE ECONOMICAL SOLUTION
APMX Tough 1 Hard
LF
Dimensions
Designation DC NOF(1) APMX RE Tm(2) THSZMS DCONMS LF KAPR(3) •
•
MM HT100C08R0.5-2T06 10.00 2 7.00 0.50 r0-1.0 T06 9.50 12.45 95.0 •
•
MM HT100C08R1.0-2T06 10.00 2 7.00 1.00 r0-1.0 T06 9.50 12.45 95.0 •
•
MM HT100N06R2.0-2T06 10.00 2 6.00 2.00 r0-3.0 T06 9.50 12.40 97.0 • •
• •
MM HT100N07R0.5-2T06 10.00 2 6.90 0.50 r0-1.0 T06 9.50 11.20 95.0 • •
• •
MM HT100N07R1.0-2T06 10.00 2 6.90 1.00 r0-1.0 T06 9.50 11.20 95.0 • •
• •
MM HT100N07R2.0-2T06 10.00 2 6.90 2.00 r0-3.0 T06 9.50 11.20 95.0 • •
•
MM HT100N07R3.0-2T06 10.00 2 6.90 3.00 r2.7-4.0 T06 9.50 11.20 95.0 • •
•
MM HT120N06R3.0-2T06 12.00 2 5.40 3.00 r2.7-4.0 T06 9.10 9.10 97.0 •
•
MM HT120N06R4.0-2T06 12.00 2 5.10 4.00 r2.7-4.0 T06 11.50 9.10 97.0 •
MM HT120N06R1.6-2T08 12.00 2 5.70 1.60 r1.3-r2.7 T08 11.50 11.10 97.0
MM HT120N06R2.0-2T08 12.00 2 5.90 2.00 r1.3-2.7 T08 11.50 11.10 97.0
MM HT120N06R2.5-2T08 12.00 2 5.50 2.50 r1.3-4.0 T08 11.50 11.10 97.0
MM HT120N06R3.0-2T08 12.00 2 5.50 3.00 r2.7-4.4 T08 11.50 11.10 97.0
MM HT120N06R4.0-2T08 12.00 2 5.60 4.00 r2.7-4.4 T08 11.50 11.10 97.0
MM HT160N07R2.0-2T10 16.00 2 6.90 2.00 r1.5-4.0 T10 15.20 13.10 97.0
MM HT160N07R3.0-2T10 16.00 2 7.20 3.00 r1.5-4.0 T10 15.20 13.40 97.0
MM HT160N07R4.0-2T10 16.00 2 7.10 4.00 r1.5-4.0 T10 15.20 13.40 97.0
MM HT160N08R5.0-2T10 16.00 2 8.00 5.00 r2.7-4.4 T10 15.20 20.20 97.0
MM HT200N11R3.0-2T12 20.00 2 10.80 3.00 r3.0-8.0 T12 18.45 17.00 97.0
MM HT200N11R4.0-2T12 20.00 2 11.10 4.00 r3.0-8.0 T12 18.45 17.30 97.0
MM HT200N11R5.0-2T12 20.00 2 11.10 5.00 r3.0-8.0 T12 18.45 17.30 97.0
MM HT200N11R6.0-2T12 20.00 2 11.00 6.00 r3.0-8.0 T12 18.45 17.30 97.0
MM HT200N11R8.0-2T12 20.00 2 10.90 8.00 r3.0-8.0 T12 18.45 17.30 97.0
• For shanks, see pages 84-91 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide see pages 44, 177-184
(1) Number of flutes
(2) Specially tailored radius range upon request
(3) Tool cutting edge angle
MM ETR 7˚ THSZMS Rd°
Torodial 2 Flute Interchangeable DCONMS
Solid Carbide Milling Heads DCXe8 FHA Tough 1 Hard
RE
APMX
LF
Dimensions
Designation DCX(1) NOF(2) APMX RE THSZMS DCONMS LF FHA RMPX°(3) IC908
IC903
MM ETR080A04R2.0-6T05 8.00 6 5.00 2.00 T05 7.70 10.00 30.0 9.0 • •
• •
MM ETR080A4R05CF-6T05 8.00 6 4.00 0.50 T05 7.70 10.00 30.0 9.0 • •
• •
MM ETR080A4R10CF-6T05 8.00 6 4.00 1.00 T05 7.70 10.00 30.0 9.0 •
•
MM ETR100A05R3.0-6T06 10.00 6 7.00 3.00 T06 9.60 13.00 30.0 9.0
MM ETR100A5R05CF-6T06 10.00 6 5.00 0.50 T06 9.60 13.00 30.0 9.0
MM ETR100A5R10CF-6T06 10.00 6 5.00 1.00 T06 9.60 13.00 30.0 9.0
MM ETR120A07R4.0-6T08 12.00 6 9.00 4.00 T08 11.70 16.50 30.0 9.0
MM ETR120A7R05CF-6T08 12.00 9.0
MM ETR120A7R10CF-6T08 12.00 6 7.00 0.50 T08 12.00 17.00 30.0 9.0
MM ETR160A09R5.0-6T10 16.00 9.0
6 7.00 1.00 T08 12.00 17.00 30.0
6 12.00 5.00 T10 15.30 20.50 30.0
• For shanks, see pages 84-91 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide see pages 44, 177-184
(1) Cutting diameter maximum
(2) Number of flutes
(3) Maximum ramping angle
69