
Page 47 - TURNING CATALOG p121-254
P. 47
60° IC830 22°MAX 55°
IC8250 93º MAX
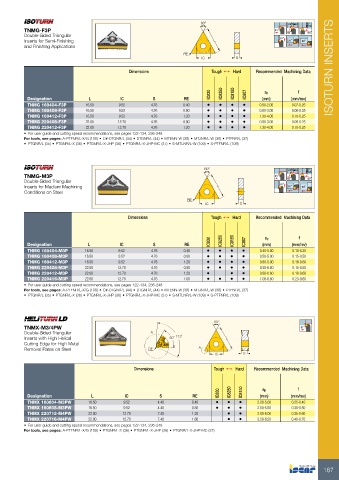
TNMG-F3P L IC8150 91º 91º
Double-Sided Triangular IC807 91º 60º
Inserts for Semi-Finishing
and Finishing Applications ISOTURN INSERTS 95º
RE S
IC
Dimensions Tough 1 Hard Recommended Machining Data
Designation L IC S RE ap f
0.40 • • • •
TNMG 160404-F3P 16.50 9.52 4.76 0.80 • • • • (mm) (mm/rev)
0.50-2.00 0.07-0.25
TNMG 160408-F3P 16.50 9.52 4.76 1.20 • • • • 0.90-3.00 0.08-0.25
1.30-4.00 0.10-0.25
TNMG 160412-F3P 16.50 9.52 4.76 0.80 • • • • 0.90-3.00 0.08-0.25
1.30-4.00 0.10-0.25
TNMG 220408-F3P 22.00 12.70 4.76 1.20 • • • •
TNMG 220412-F3P 22.00 12.70 4.76
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PTFNR/L-X/G (108) • C#-DTGNR/L (44) • DTGNR/L (44) • MTENN-W (38) • MTJNR/L-W (38) • PTFNR/L (37)
• PTGNR/L (35) • PTGNR/L-X (36) • PTGNR/L-X-JHP (36) • PTGNR/L-X-JHP-MC (37) • S-MTLNR/L-W (109) • S-PTFNR/L (109)
60° 22°MAX 55°
93º MAX
TNMG-M3P L 91º 91º
Double-Sided Triangular 91º 60º
Inserts for Medium Machining
Conditions on Steel 95º
RE S
IC
Dimensions Tough 1 Hard Recommended Machining Data
Designation L IC S RE IC830 ap f
IC8250
IC8150 (mm) (mm/rev)
IC807 0.40-5.00 0.10-0.30
0.50-5.00 0.15-0.50
TNMG 160404-M3P 16.50 9.52 4.76 0.40 • • • • 0.80-5.00 0.18-0.60
0.80 • • • • 0.50-6.60 0.15-0.50
TNMG 160408-M3P 16.50 9.52 4.76 1.20 • • • • 0.80-6.60 0.18-0.60
1.00-6.60 0.23-0.65
TNMG 160412-M3P 16.50 9.52 4.76 0.80 • • • •
TNMG 220408-M3P 22.00 12.70 4.76 1.20 • ••
TNMG 220412-M3P 22.00 12.70 4.76 1.60 • • • •
TNMG 220416-M3P 22.00 12.70 4.76
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PTFNR/L-X/G (108) • C#-DTGNR/L (44) • DTGNR/L (44) • MTENN-W (38) • MTJNR/L-W (38) • PTFNR/L (37)
• PTGNR/L (35) • PTGNR/L-X (36) • PTGNR/L-X-JHP (36) • PTGNR/L-X-JHP-MC (37) • S-MTLNR/L-W (109) • S-PTFNR/L (109)
TNMX-M3/4PW 60° 91º
Double-Sided Triangular
Inserts with High Helical A 60˚ 113˚ L
Cutting Edge for High Metal RE A
Removal Rates on Steel S
Dimensions IC
Tough 1 Hard Recommended Machining Data
IC IC830 ap f
9.52 IC8250
9.52 IC8150 (mm) (mm/rev)
Designation L 12.70 S RE 2.00-5.00 0.25-0.40
16.50 12.70 4.40 2.50-5.50 0.30-0.50
TNMX 160604-M3PW 16.50 4.40 0.40 • • • 3.00-6.00 0.35-0.60
TNMX 160608-M3PW 22.00 7.40 0.80 • • • 3.50-6.50 0.40-0.70
TNMX 220712-M4PW 22.00 7.40 1.20 • •
TNMX 220716-M4PW 1.60 • •
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PTFNR/L-X/G (108) • PTGNR/L-X (36) • PTGNR/L-X-JHP (36) • PTGNR/L-X-JHP-MC (37)
167