
Page 70 - TURNING CATALOG p255-458
P. 70
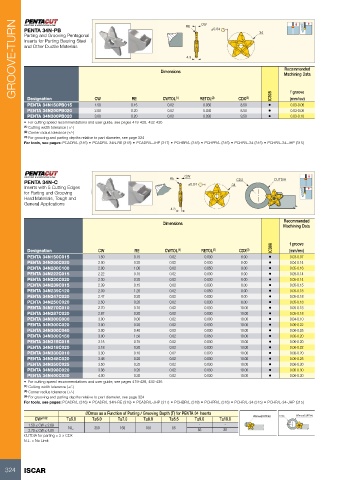
GROOVE-TURN PENTA 34N-PB RE CW
Parting and Grooving Pentagonal ±0.04
Inserts for Parting Bearing Steel 34
and Other Ductile Materials
Recommended
4.3 Machining Data
Dimensions
IC908 f groove
Designation CW RE CWTOL(1) RETOL(2) CDX(3) (mm/rev)
1.50 0.15 0.02 0.030 8.50 • 0.03-0.06
PENTA 34N150PB015 2.00 0.20 0.02 0.030 8.50 • 0.03-0.08
PENTA 34N200PB020 3.00 0.20 0.02 0.030 9.50 • 0.03-0.10
PENTA 34N300PB020
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) For grooving and parting depths relative to part diameter, see page 324
For tools, see pages: PCADR/L (316) • PCADR/L 34N-RE (318) • PCADR/L-JHP (317) • PCHBR/L (318) • PCHPR/L (316) • PCHR/L-34 (315) • PCHR/L-34-JHP (315)
PENTA 34N-C RE CW CDX CUTDIA
Inserts with 5 Cutting Edges ±0.04 34
for Parting and Grooving
Hard Materials, Tough and 4.3
General Applications
Dimensions
Recommended
Machining Data
IC908 f groove
Designation CW RE CWTOL(1) RETOL(2) CDX(3) (mm/rev)
8.00 • 0.03-0.07
PENTA 34N150C015 1.50 0.15 0.02 0.030 8.00 • 0.04-0.14
PENTA 34N200C020 2.00 0.20 0.02 0.030 8.00 • 0.05-0.16
PENTA 34N200C100 2.00 1.00 0.02 0.050 8.00 • 0.05-0.14
PENTA 34N222C015 2.22 0.15 0.02 0.030 8.00 • 0.05-0.14
PENTA 34N230C020 2.30 0.20 0.02 0.030 8.00 • 0.05-0.15
PENTA 34N239C015 2.39 0.15 0.02 0.030 8.00 • 0.05-0.18
PENTA 34N239C120 2.39 1.20 0.02 0.050 8.00 • 0.05-0.18
PENTA 34N247C020 2.47 0.20 0.02 0.030 8.00 • 0.05-0.18
PENTA 34N250C020 2.50 0.20 0.02 0.030 10.00 • 0.05-0.18
PENTA 34N270C010 2.70 0.10 0.02 0.030 10.00 • 0.05-0.18
PENTA 34N287C020 2.87 0.20 0.02 0.030 10.00 • 0.04-0.10
PENTA 34N300C000 3.00 0.00 0.02 0.000 10.00 • 0.06-0.22
PENTA 34N300C020 3.00 0.20 0.02 0.030 10.00 • 0.06-0.25
PENTA 34N300C040 3.00 0.40 0.02 0.030 10.00 • 0.06-0.20
PENTA 34N300C150 3.00 1.50 0.02 0.050 10.00 • 0.06-0.20
PENTA 34N315C015 3.15 0.15 0.02 0.030 10.00 • 0.06-0.22
PENTA 34N318C020 3.18 0.20 0.02 0.030 10.00 • 0.06-0.20
PENTA 34N330C010 3.30 0.10 0.02 0.020 10.00 • 0.06-0.25
PENTA 34N348C020 3.48 0.20 0.02 0.030 10.00 • 0.06-0.30
PENTA 34N350C025 3.50 0.25 0.02 0.030 10.00 • 0.06-0.30
PENTA 34N398C020 3.98 0.20 0.02 0.030 10.00 • 0.06-0.30
PENTA 34N400C030 4.00 0.30 0.02 0.030
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) For grooving and parting depths relative to part diameter, see page 324
For tools, see pages: PCADR/L (316) • PCADR/L 34N-RE (318) • PCADR/L-JHP (317) • PCHBR/L (318) • PCHPR/L (316) • PCHR/L-34 (315) • PCHR/L-34-JHP (315)
ØDmax as a Function of Parting / Grooving Depth (T) for PENTA 34 Inserts ØDmax(CUTDIA) Tmax ØDmax(CUTDIA)
CW±0.02 T≤5.0 T≤6.0 T≤7.0 T≤8.0 T≤8.5 T≤9.0 T≤10.0
-
1.50 ≤ CW ≤ 2.69 N.L. 350 165 100 55 - 20
2.70 ≤ CW ≤ 4.00 55
CUTDIA for parting = 2 x CDX
N.L. = No Limit
324 ISCAR