
Page 229 - Threading_Handbook
P. 229
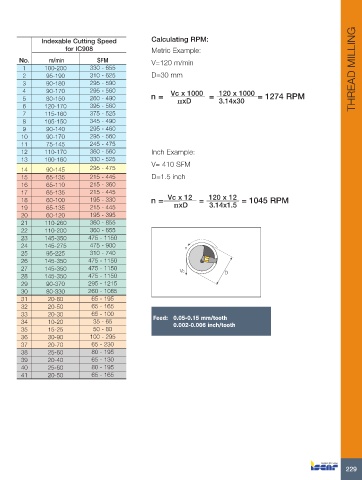
Indexable Cutting Speed Calculating RPM:
for IC908 Metric Example:
No. m/min SFM V=120 m/min
1 100-200 330 - 655 THREAD MILLING
2 95-190 310 - 625 D=30 mm
3 90-180 295 - 590
4 90-170 295 - 560 Vc x 1000 120 x 1000
5 80-150 260 - 490 n = πxD = 3.14x30 = 1274 RPM
6 120-170 395 - 560
7 115-160 375 - 525
8 105-150 345 - 490
9 90-140 295 - 460
10 90-170 295 - 560
11 75-145 245 - 475
12 110-170 360 - 560 Inch Example:
13 100-160 330 - 525 V= 410 SFM
14 90-145 295 - 475
15 65-135 215 - 445 D=1.5 inch
16 65-110 215 - 360
17 65-135 215 - 445
18 60-100 195 - 330 n = Vc x 12 = 120 x 12 = 1045 RPM
19 65-135 215 - 445 πxD 3.14x1.5
20 60-120 195 - 395
21 110-260 360 - 855
22 110-200 360 - 655
23 145-350 475 - 1150
24 145-275 475 - 900 n
25 95-225 310 - 740
26 145-350 475 - 1150
27 145-350 475 - 1150 Vc
28 145-350 475 - 1150 D
29 90-370 295 - 1215
30 80-330 260 - 1085
31 20-60 65 - 195
32 20-50 65 - 165
33 20-30 65 - 100 Feed: 0.05-0.15 mm/tooth
34 10-20 35 - 65 0.002-0.006 inch/tooth
35 15-25 50 - 80
36 30-90 100 - 295
37 20-70 65 - 230
38 25-60 80 - 195
39 20-40 65 - 130
40 25-60 80 - 195
41 20-50 65 - 165
229