
Page 230 - Threading_Handbook
P. 230
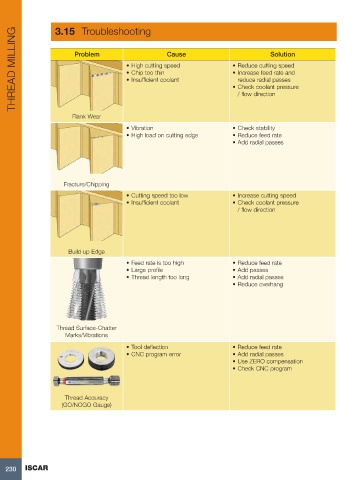
THREAD MILLING 3.15 Troubleshooting Cause • Reduce cutting speed
Problem
Solution
• High cutting speed
• Chip too thin
• Increase feed rate and
reduce radial passes
• Insufficient coolant
• Check coolant pressure
Flank Wear / flow direction
• Vibration • Check stability
• High load on cutting edge • Reduce feed rate
• Add radial passes
Fracture/Chipping
• Cutting speed too low • Increase cutting speed
• Insufficient coolant • Check coolant pressure
/ flow direction
Build up Edge
• Feed rate is too high • Reduce feed rate
• Large profile • Add passes
• Thread length too long • Add radial passes
• Reduce overhang
Thread Surface-Chatter
Marks/Vibrations
• Tool deflection • Reduce feed rate
• CNC program error • Add radial passes
• Use ZERO compensation
• Check CNC program
Thread Accuracy
(GO/NOGO Gauge)
230 ISCAR