
Page 364 - CATÁLOGO DE ROSCADO
P. 364
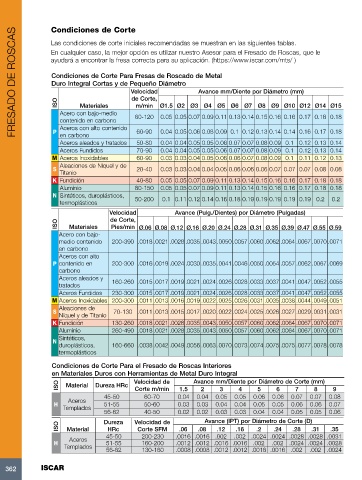
FRESADO DE ROSCAS Condiciones de Corte
ISO
Las condiciones de corte iniciales recomendadas se muestran en las siguientes tablas.
En cualquier caso, la mejor opción es utilizar nuestro Asesor para el Fresado de Roscas, que le
ayudará a encontrar la fresa correcta para su aplicación. (https://www.iscar.com/mts/ )
Condiciones de Corte Para Fresas de Roscado de Metal
Duro Integral Cortas y de Pequeño Diámetro
Velocidad Avance mm/Diente por Diámetro (mm)
de Corte,
Materiales m/min Ø1.5 Ø2 Ø3 Ø4 Ø5 Ø6 Ø7 Ø8 Ø9 Ø10 Ø12 Ø14 Ø15
Acero con bajo-medio 60-120 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
contenido en carbono
P Aceros con alto contenido 60-90 0.04 0.05 0.06 0.08 0.09 0.1 0.12 0.13 0.14 0.14 0.16 0.17 0.18
en carbono
Aceros aleados y tratados 50-80 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.1 0.12 0.13 0.14
Aceros Fundidos 70-90 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.1 0.12 0.13 0.14
M Aceros Inoxidables 60-90 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.1 0.11 0.12 0.13
S Aleaciones de Níquel y de 20-40 0.03 0.03 0.04 0.04 0.05 0.06 0.06 0.06 0.07 0.07 0.07 0.08 0.08
Titanio
K Fundición 40-80 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
Aluminio 80-150 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
N Sintéticos, duroplásticos, 50-200 0.1 0.11 0.12 0.14 0.16 0.18 0.19 0.19 0.19 0.19 0.19 0.2 0.2
termoplásticos
Velocidad Avance (Pulg./Dientes) por Diámetro (Pulgadas)
de Corte,
ISO Materiales Pies/min Ø.06 Ø.08 Ø.12 Ø.16 Ø.20 Ø.24 Ø.28 Ø.31 Ø.35 Ø.39 Ø.47 Ø.55 Ø.59
Acero con bajo-
medio contenido 200-390 .0018 .0021 .0028 .0035 .0043 .0050 .0057 .0060 .0062 .0064 .0067 .0070 .0071
en carbono
Aceros con alto 200-300 .0016 .0019 .0024 .0030 .0035 .0041 .0046 .0050 .0054 .0057 .0062 .0067 .0069
P contenido en
carbono
Aceros aleados y 160-260 .0015 .0017 .0019 .0021 .0024 .0026 .0028 .0033 .0037 .0041 .0047 .0052 .0055
tratados
Aceros Fundidos 230-300 .0015 .0017 .0019 .0021 .0024 .0026 .0028 .0033 .0037 .0041 .0047 .0052 .0055
M Aceros Inoxidables 200-300 .0011 .0013 .0016 .0019 .0022 .0025 .0026 .0031 .0035 .0038 .0044 .0049 .0051
S Aleaciones de 70-130 .0011 .0013 .0015 .0017 .0020 .0022 .0024 .0025 .0026 .0027 .0029 .0031 .0031
Níquel y de Titanio
K Fundición 130-260 .0018 .0021 .0028 .0035 .0043 .0050 .0057 .0060 .0062 .0064 .0067 .0070 .0071
Aluminio 260-490 .0018 .0021 .0028 .0035 .0043 .0050 .0057 .0060 .0062 .0064 .0067 .0070 .0071
N Sintéticos, 160-660 .0038 .0042 .0049 .0056 .0063 .0070 .0073 .0074 .0075 .0075 .0077 .0078 .0078
duroplásticos,
termoplásticos
Condiciones de Corte Para el Fresado de Roscas Interiores
en Materiales Duros con Herramientas de Metal Duro Integral
ISO ISO Material Dureza HRc Velocidad de Avance mm/Diente por Diámetro de Corte (mm)
Corte m/min 1.5 2 3 4 5 6 7 8 9
0.04 0.04 0.05 0.05 0.06 0.06 0.07 0.07 0.08
H Aceros 45-50 60-70 0.03 0.03 0.04 0.04 0.05 0.05 0.06 0.06 0.07
Templados 51-55 50-60 0.02 0.02 0.03 0.03 0.04 0.04 0.05 0.05 0.06
56-62 40-50
Material Dureza Velocidad de Avance (IPT) por Diámetro de Corte (D)
HRc Corte SFM .06 .08 .12 .16 .2 .24 .28 .31 .35
H Aceros 45-50 200-230 .0016 .0016 .002 .002 .0024 .0024 .0028 .0028 .0031
Templados 51-55 160-200 .0012 .0012 .0016 .0016 .002 .002 .0024 .0024 .0028
56-62 130-160 .0008 .0008 .0012 .0012 .0016 .0016 .002 .002 .0024
362 ISCAR